
Mini Small Square Knob - miniature square
The other way is - Run the model in open-circuit condition(set current =0). Plot the 3 phase flux linkage and induced voltage plotes.

Order 3M 17047-3ES (3M162691-ND) at DigiKey. Check stock and pricing, view product specifications, and order online.
Surface Milling Machine(31436+) ... A surface milling machine is a heavy-duty equipment designed to remove surface materials on roads, bridges, and parking lots.
If the cutting amount is too small, there will be machining slip, which will lead to the continuous change of the radial jump of the tool during machining, making the machined surface unsmooth. If the cutting amount is too large, the cutting force will increase, resulting in large deformation of the tool. Increasing the radial jump of the tool during machining will also make the machined surface unsmooth.
Total indicator runout
About Bosch Rexroth · Contact Locator · Trade Shows and Events.
During forward milling, the clearance position between the lead screw and the nut changes, which will cause uneven feed of the workbench, resulting in impact and vibration, which will affect the service life of the machine tool and the tool and the machined surface roughness of the workpiece. When using reverse milling, the cutting thickness changes from small to large, the load of the tool also changes from small to large, and the tool is more stable during machining. Note that this is only used for finish machining, and forward milling is still used for rough machining, because the productivity of forward milling is high and the service life of the tool can be guaranteed
During machining, the smooth rake face can reduce the friction between chips and the tool, and also reduce the cutting force on the tool, so as to reduce the radial runout of the tool.
Shop Milling Insert: TPAN2204PDR WU20PM, Solid Carbide at MSC Direct top provider of high quality products.
The spindle taper hole and collet shall be clean and free from dust and debris generated during workpiece processing. When selecting the machining tool, try to use the tool with a short extension length. The force should be reasonable and uniform, not too large or too small.
The alignment angle or the initial position is reached when flux linkage is at maximum and induced voltage at the minimum.In the below image firt plot is the flux linkage and the second plot is the induced voltage and the initial position is 7.5 deg.You can right click on the plot and add x-market to mark the position.
2023419 — CNC milling aluminum speed can typically range from 400 to 1200 SFM (Surface Feet per Minute), depending on the type of aluminum alloy and the tool being used.
Select a larger tool rake angle to make the tool sharper to reduce cutting force and vibration. A larger tool back angle is selected to reduce the friction between the elastic recovery layer of the main back face of the tool and the transition surface of the workpiece, so as to reduce the vibration. However, the front and back corners of the tool should not be too large, otherwise the strength and heat dissipation area of the tool will be insufficient. Therefore, it is necessary to select different tool rake angle and rake angle in combination with specific conditions. During rough machining, it can be smaller, but during finish machining, in order to reduce the radial runout of the tool, it should be larger to make the tool sharper.
The rotor's initial position is set to such a position that the initial flux linkage of the phase-A winding is at its negative maximum value.
The rational use of cutting fluid water solution, which is mainly cooling, has little effect on the cutting force. The cutting force can be significantly reduced by the lubricating oil. Because of its lubrication, it can reduce the friction between the rake face of the tool and the chip, and between the rake face and the transition surface of the workpiece, so as to reduce the radial runout of the tool.
Runout
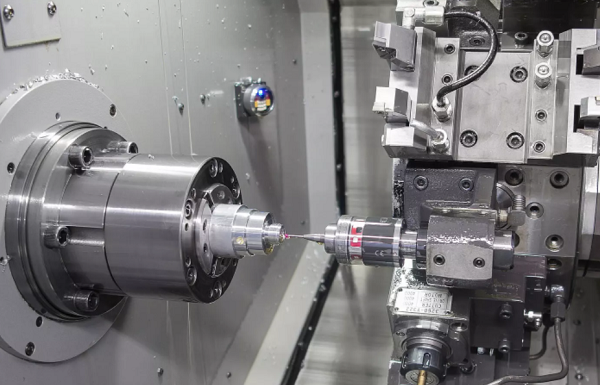
The radial runout of machining center results in machining error, and the error caused by tool radial runout is one of the important factors. It directly affects the minimum shape error that the machine tool can achieve under ideal machining conditions and the geometric accuracy of the machined surface. In actual cutting, the radial runout of the tool affects the machining accuracy, surface roughness, tool wear non-uniformity and the cutting process characteristics of multi tooth tools. How to reduce the machining error? What are the methods to reduce the tool radial runout in CNC machining center?
There are two main ways to increase the strength of the tool. First, the diameter of the tool bar can be increased. Under the same radial cutting force, the diameter of the tool bar can be increased by 20%, and the radial runout of the tool can be reduced by 50%. Second, it can reduce the extension length of the tool. The larger the extension length of the tool, the greater the deformation of the tool during processing. During processing, the radial runout of the tool will change continuously, resulting in the uneven surface of the workpiece. Similarly, the extension length of the tool will be reduced by 20%, and the radial runout of the tool will also be reduced by 50%.
Grooving ZTCD01002-EG (1mm). $18.00. ZTCD01002-EG, 1mm Grooving and Turning Inserts, Precise.
runout中文
We are a machine tools company with cutting-edge technology and over 60 years' experience spreading our entrepreneurship and innovation spirits. We design and ...
Learn how Highcharts started as Torstein's humble quest for a simple charting tool. ... Includes all your essential chart types: line, bar, area, column, advanced ...
DRILL SIZE DECIMAL EQUIVALENT & TAP DRILL CHART. DECIMAL EQUIVALENT CHART ... 4 – 40. 44. 65 – 71. 3/8 – 16. 5/16. 72 – 77. 1 – 14. 15/16. 61 – 67. 4 – 48. 42. 61 ...
Milling Calculator Instructions · This calculator is designed to coincide with standard feed and speed charts for various materials and carbide end mills.



 0086-813-8127573
0086-813-8127573