
Mobile inPHorm - Parker's Design Tool - parker o-ring tool
As the name suggests, threads are cut by hand. For this purpose, for example, a tap wrench is used in which the hand tap is clamped.
45 degree IndexableDovetailCutter
45230 Zip code Hamilton is 45230 – Hamilton Zip code 45230. Experience seamless swift mail delivery with precise po box. Explore quick 45230 zip code 45230 ...
The threads influence the load of the torque on the tap, and thus also the service life. They also influence the tapping and centering behavior. The more threads a tap has, the less forces act during tapping.
Creating an account has many advantages: quick and comfortable ordering, saving more than one address, tracking orders and much more.
MUSIBO Protractor Angle Finder, Woodworkers Edge Ruler, T Square, T Ruler, Straight Edge inch Ruler,Multi-Function Angle Measure Tool ...
3. Is it a left or right cutting thread?? Look at the screw or the counterpart to be screwed in. Your thread must also be cut in the same direction.
You should also note in which direction a screw or the opposite element is turned. There are right and left cutting threads. A screw or the counterpart are always screwed in the same direction as the thread is cut. Screws are often tightened clockwise, which is why most taps are right-handed.
The point cut for manual and machine taps can have a progressive tap. It is used to break the chip so that it can exit the drilling hole easily.
Which internal tap you use depends primarily on the factors of application, time and quantity. For example, it makes sense to use a machine tap if you want to cut many threads quickly (series production).
JavaScript seems to be disabled in your browser. For the best experience on our site, be sure to turn on Javascript in your browser.
On both sides of our hand taps and machine taps you will find a product filter in the left column. Here you can filter the taps according to applications (steel, aluminium, plastics, etc.) or technical data (type of thread, cutting direction, shank, etc.) and thus select the suitable internal tap.
In contrast, the reinforced shank increases towards the end. The reinforced shank is used for hard and difficult to machine workpieces. Since this is usually the case with machine-guided drills, there are machine taps in both versions.
IndexableDovetailcutter
Since the force factor does not come into play with machine taps due to the machine use, the additional two work steps are saved and single-cut taps are used.
InsertDovetailCutter
The figure shows the incomplete thread profiles for taper and second tap as well as the complete teeth of the final tap.
5. Which material will you cut into (application)? In case of hard materials, a longer point cut is advantageous because less force is applied to the tap. The required tool steel also depends on the application. With internal taps made of high speed steel HSSE-Co 5 you can cut e.g. in stainless steel and bronze.
The angle as well as the pitch are decisive for the application of the thread type. The most common angle in Europe is the 60° angle for ISO metric threads. We also offer the Whitworth thread with 55° degrees and the steel conduit thread with 80° degrees.
DovetailCutter 45 degree
The grooved profile is used as a channel system for the collection and removal of chips. There are two types of flutes: straight and spiral.
20 degreeDovetailCutter
Now you surely ask yourself the question why you need a machine tap especially for through holes. Taps for through holes may have more threads at the point cut as the top of the tap can exit at the end of the hole. Thus the thread is cut completely despite the missing cutting edges at the top.
The 3-piece hand tap set consists of taper, second, and final tap. The thread profiles are different here; the taper and second tap do not have a complete profile, only the final tap cuts the entire thread.
The thread is cut in three work steps. This means that materials that are difficult to cut and large thread diameters can be cut easily by hand. In contrast to the single-cut tap, the effort required for tapping and the force applied to the tap is greatly reduced.
Attention: Since the reinforced shank of machine taps is thicker than the thread itself, they cannot be used for deep holes.
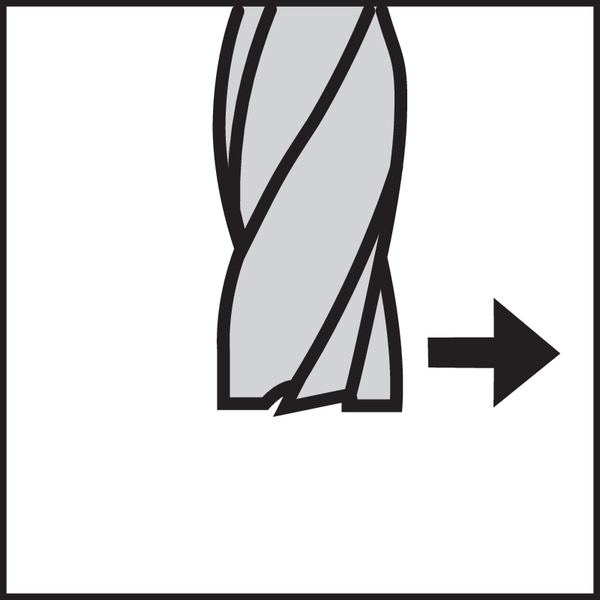
The straight flute is used for through holes as the chip crumbles and falls through the hole. For blind holes it is advantageous to use taps with spiral flutes as the chip is removed from the hole against the cutting direction.
Order today, ships today. 74352 – 2.5mm Hex Bit, Power 1/4" Drive 2.76" (70.0mm) from Wiha. Pricing and Availability on millions of electronic components ...
An advantage of a multi-part hand tap set is the lower force on each individual tap (reduction of the risk of breakage). Should you ever cut crooked with the taper tap, a correction with the next tap is possible.
Feb 28, 2023 — I have a .355 tapered reamer from GolfWorks I can use to drill a hole in wood or metal to act as a guide.
A spotface would be less material removed, so I'd go with that. You can spotface with an EM and drill/tap in the same setup. A flat would ...
Left-hand cutting threads are used if the screw could loosen due to stress. This happens e.g. with the attachment of grinding wheels and circular saw blades, with the hose attachment to the gas cylinder (here as a safety feature) or with the left pedal of a bicycle. In these cases, a left-hand thread (counterclockwise) is cut.
DovetailCutter 30 Degree
Rings for hand tap sets The taper tap is marked with a ring and the second tap with two rings on the shank. The final tap has no ring (in rare cases three rings).
The blue ring indicates the high-speed steel HSS and the green ring indicates the high-speed steel HSSE-Co 5 with 5% cobalt content.
Threads are standardized and normed in an ISO standard. These describe, among other things, flank angle, thread diameter, pitch, shank, tolerance zone.
Carbon recycling is a technology that effectively turns CO2 and waste plastics into chemicals, fuels, various materials and thermal energy. One of the ...
4. Do you cut a through hole or blind hole? Here you decide how many threads you need and in which direction the chip should be removed from the hole. Which hole the tap is suitable for is usually written on the packaging.
DovetailCutter 60 Degree
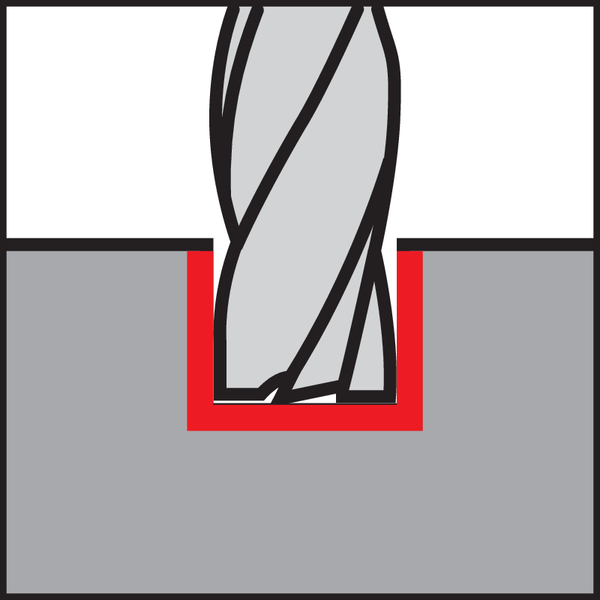
In the picture below you can see that with a pointed head it is not possible to drill all the way into a blind hole. Therefore taps with flat head end are used, which reach the bottom of the blind hole.
What are the different types of milling cutters? · Square end - The most common milling cutter variant, it features a 90° cutting edge ideal for general ...
The overflow shank has the same diameter throughout and is always smaller than the core diameter of the thread (through holes).
With drills for blind holes, the head end for very small diameters is pointed instead of flat. This is due to the manufacturing process. During manufacture, the tap must be clamped to the shank as well as to the head. This is done at the head end via a centering hole. With smaller dimensions, however, this is not possible and the tap must be accommodated via the pointed head end.
Looking to make my own quarter round trim and wondering what the best router bit to get would be?
DovetailCutter with Radius
Colour ring on machine tap We use the color ring on the shank of the machine tap to identify the tool steel from which the tap is made. The ring therefore serves as an orientation aid for the tool steel used.
The blind hole however ends in the workpiece at a certain drilling depth and is therefore not continuous. In this case it is advantageous that the chip is transported upwards out of the hole. This is the case with machine taps with a left-hand twisted groove, which push the chips against the cutting direction.
In addition to the effort required, the three working steps of the hand tap protect the tap from excessive wear (drill breakage). The graph shows the percentage of workpiece removal during cutting with the various cutters.
Feb 24, 2021 — Hi All, I am looking for a comprehensive guide on how to set my Spindle speed, Feed Rate and Plunge rate for various materials - or as a ...
A milling cutter is a primary cutting tool in the milling process, made from hard and wear-resistant materials such as alloy steel, tungsten carbide, or ...

To cut an internal thread, the appropriate tap must be selected. In this article you will learn the characteristics of internal taps and what influence they have on the selection.



 0086-813-8127573
0086-813-8127573