
Multiform Plastics, Inc. | See Full Importer History - multiform plastics
The next hurdle to consider is that titanium has a strong tendency to adhere to a cutting tool, creating built up edge. This is a tricky issue which can be reduced by using copious amounts of high pressure coolant aimed directly at the cutting surface. The goal is to remove chips as soon as possible to prevent chip re-cutting, and keep the flutes clean and clear of debris. Galling is a big concern in the commercially pure grades of titanium due to their “gummy” nature. This can be addressed using the strategies mentioned previously, such as continuing feed at all times of workpiece contact, and using plenty of high-pressure coolant.

In today’s manufacturing industry, titanium and its alloys have become staples in aerospace, medical, automotive, and firearm applications. This popular metal is resistant to rust and chemicals, is recyclable, and is extremely strong for its weight. However, there are several challenges that must be considered when machining titanium and selecting the appropriate tools and parameters for the job.
Heat is a formidable enemy, and heat generation must be considered when selecting speeds and feeds. While commercially pure grades of titanium are softer and gummier than most of its alloys, the addition of alloying elements typically raises the hardness of titanium. This increases concerns regarding generated heat and tool wear. Maintaining a larger chipload and avoiding unnecessary rubbing aids with tool performance in the harder titanium alloys, and will minimize the amount of work hardening produced. Choosing a lower RPM, paired with a larger chipload, can provide a significant reduction in temperature when compared to higher speed options. Due to its low conduction properties, keeping temperatures to a minimum will put less stress on the tool and reduce wear. Using high-pressure coolant is also an effective method to reduce heat generation when machining titanium.
Titanium is available in many varieties, including nearly 40 ASTM grades, as well as several additional alloys. Grades 1 through 4 are considered commercially pure titanium with varying requirements on ultimate tensile strength. Grade 5 (Ti6Al4V or Ti 6-4) is the most common combination, alloyed with 6 percent aluminum and 4 percent vanadium. Although titanium and its alloys are often grouped together, there are some key differences between them that must be noted before determining the ideal machining approach.
While the primary concerns when machining titanium and its alloys may shift, the methods for mitigating them remain somewhat constant. The main ideas are to avoid galling, heat generation, work hardening, and workpiece or tool deflection. Use a lot of coolant at high pressure, keep speeds down and feeds up, keep the tool in motion when in contact with the workpiece, and use as rigid of a setup as possible.
It’s interesting that you recommend a lower RPM with a rougher blade for better titanium cutting. It makes sense that you’d want to keep the heat low as to reduce any hardening effects. This is something to remember for my project because if we decide to use titanium, making sure it’s safe and strong is important.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
According to HeatSign Titanium is as strong as steel but less dense, making it the perfect alloying agent with several metals like aluminum and iron.
As titanium and its many alloys continue to grow in use across various industries, more machinists will be tasked with cutting this difficult material. However, heat management and appropriate chip evacuation, when paired with the correct coating, will enable a successful run and profitable tool life.
Would be nice if this article was more detailed with sample cuts and thus showing ideal machining rates for turning a 20mm bar in grade 5 or pure titanium vs a steel bar. That you use empirical information (at least using metric) while recommend what kind of tooling excels. This is your opportunity to showcase how your tooling is more effective than other carbide options with less desirable tool geometry.
Good article ! Always good to learn more information to better success! It makes sense that you’d want to keep the heat low as to reduce any hardening effects.
Although titanium may have more desirable material properties than your average steel, it also behaves more flexibly, and is often not as rigid as other metals. This requires a secure grip on titanium workpieces, and as rigid a machine setup as is possible. Other considerations include avoiding interrupted cuts, and keeping the tool in motion at all times of contact with the workpiece. Dwelling in a drilled hole or stopping a tool next to a profiled wall will cause the tool to rub – creating excess heat, work-hardening the material, and causing premature tool wear.
Good article ! According to HeatSign Titanium is as strong as steel but less dense, making it the perfect alloying agent with several metals like aluminum and iron, plastic injection molding.
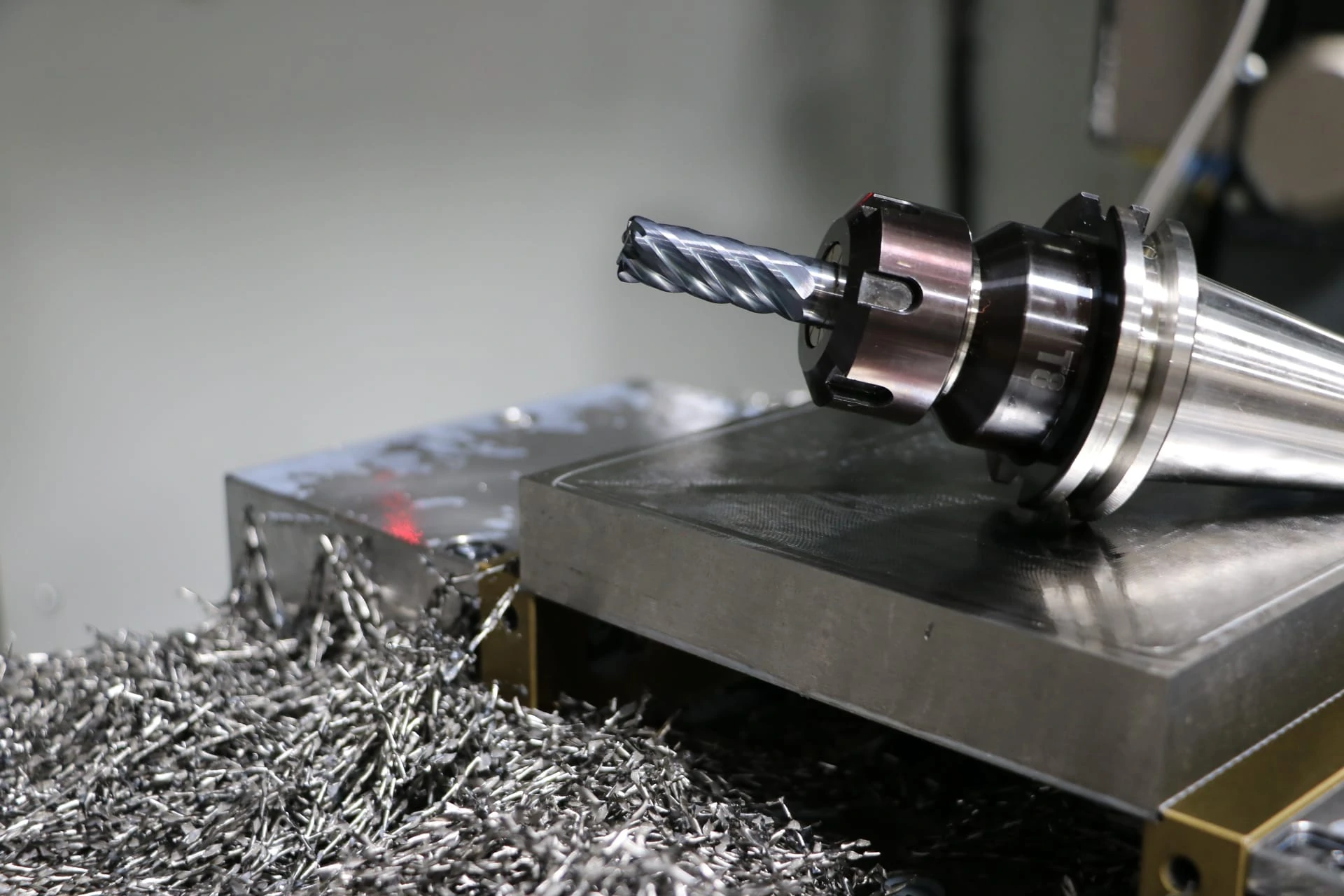
Helical Solutions offers the HVTI-6 line of tooling optimized for High Efficiency Milling (HEM) in Titanium and its alloys. Helical’s HVTI-6 features its Aplus coating which offers added lubricity and high temperature resistance for improved tool life and faster speeds and feeds.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
In addition, selecting a proper tool coating can help make your job a successful one. With the high heat being generated during titanium machining operations, having a coating that can adequately deal with the temperature is key to maintaining performance through an operation. The proper coating will also help to avoid galling and evacuate chips effectively. Coatings such as Harvey Tool’s Aluminum Titanium Nitride (AlTiN Nano) produce an oxide layer at high temperatures, and will increase lubricity of the tool.



 0086-813-8127573
0086-813-8127573