
Northern Tool + Equipment Reviews | 32 of 46 - Trustpilot - northern tool com
3. During machining, the cutting speed will influence the cutting force and power consumption. But the feed rate does not influence.
While both feed rate and cutting speed will affect the overall performance of the machine, they actually refer to two different things. In order to get the best results from your CNC machine, it’s important to understand the difference between the two.
During machining, the cutting tool compresses the workpiece surface and removes a thin layer of material in the form of a chip. The relative velocity between the workpiece and cutter is desired to transmit the required compressive force. The primary relative velocity was produced by cutting velocity, which helps in envisaging the material removal.
Hence, the engineers and machinists must know about the cutting speed and feed rate along with the difference between them and how to derive the cutting speed and feed rate. Keep on reading.
Cuttingaluminium with angle grinder
The high cutting force and high vibrations can occur due to the higher feed rate. The feed rate must be chosen, depending upon the absorption and transmission of high forces and vibrations of the machine tool.
It is essential to consider these parameters while designing the products for the CNC machining operations. The optimization of various parts of the CNC machining process will be assured by these parameters. The tool life and power consumption will be optimized by cutting speed. The machining time and surface roughness of the finished products will be governed by the feed rate.
A single tool Punch Press which is set up to perform a nibbling operation, these tools can cut any profile within its throat however they require a wide kerf and leave a serrated edge. While cutting the aluminum it’s important to remain conscious of the eject chips from these machines, they can easily accumulate and cause a safety hazard..
Cutting aluminumwith jigsaw
The speeds and feeds are mandatory to attain better surface roughness. If the machine runs with a high value of tool rate and spindle speed, the chatter marks will appear on the material surface.
Cost : $10,000 – 5,000,000+ Flexibility : Very High Speed : Very High Accuracy : Very High Finish : Excellent Automation : Many Options
Portable nibblers exhibit the same pros and cons as their bench top models. The softness of aluminum makes them viable for most light gauges.
Punch presses use shaped tools to knock out geometry in sheet metal. Larger presses can be loaded with dozens of different types of tools for special cutting and forming. They are not typically as quick as lasers but they offer the ability to stamp, roll and form the metal while cutting. This allows for the formation of louvers, jogs,beads, and impressions which lasers cannot form. They are also typically cheaper on the front end when compared to lasers however there are maintenance costs associated with the tooling.
The shoddy effects of speeds and feeds are not visible on softer materials (aluminum or resin), because there is an ample amount of space for error. However, the shoddy effects of speeds and feeds are visible on harder materials (titanium or Inconel) because there is a limited range for error.
No, cutting speed and feed rate are not the same. Cutting speed is the speed at which the cutting tool moves through the material being cut. Feed rate is the speed at which the material being cut moves past the cutting tool.
Handheld jigsaws provide a very mixed bag when it comes to cutting aluminum, with the right tool and the right bit or blade you can easily cut through thick sheets and other forms of stock. However with the wrong saw and wrong blade you will find yourself damaging both the workpiece and the tool.
Cutting aluminumwith plasma cutter
The available machine tools have a feed-by-feed rod, within the minimum and maximum limit. For these machine tools, beyond the limit is not permissible, but, only a few feed rate options within the range can be applied for the conventional lathe machine tools.

The speeds and feeds are required to optimize the various parts of the CNC machining parameters such as tool life, power consumption, time and roughness. Making the interplay of cutting speed and feed rate is of great benefit to the production of CNC machined parts. So, to decide the speeds and feeds, the engineers and machinists have to understand them completely.
Cutting aluminumwithout a saw
Plasma : A CNC controlled plasma bed is basically the cheapest form of industrial cutting available. Cutting speeds for aluminum are going to be different than those of steel. The faster you cut aluminum the cleaner the edge will be.
1. The main difference between feed rate and cutting speed is that feed rate is the speed at which the tool moves through the workpiece, whereas cutting speed is the speed at which the cutting edge of the tool moves.
Aluminum sheet metal can be cut with a variety of methods ranging from manual tools to highly advanced industrial systems. In this posting we will take a look at some of the most common types of cutting aluminum. When determining which method of sheet metal cutting is right for you you should take into consideration the factors of flexibility, speed, accuracy, finish, cost and automation. There are a few basic properties of aluminum that affect how it can be cut. One factor which helps aluminum is that it is a relatively soft metal. This means that chisels, snips, hacksaws and hand shears are effective on the thinner gauges. If your working from a garage or custom job shop a few inexpensive tools can get you well on your way.
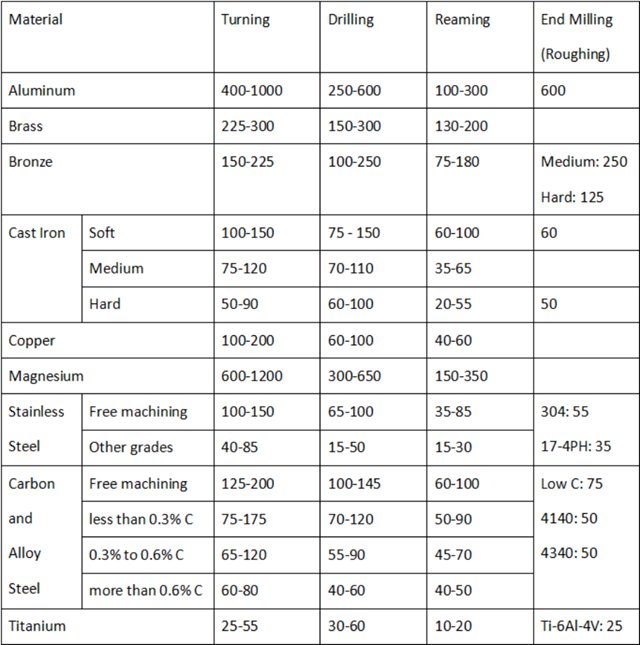
The above chart reveals all the necessary parameters that are involved to determine the cutting speed and feed rate. To determine cutting speed and feed, the spindle speed is the basic requirement. The final feed can be attained by following two methods, firstly, by determining the feed per tooth, and secondly, by using this feed per tooth, the feed of the tool can be determined.
In such a case, the machinist has to run the tool with the comfortable machine’s maximum speed and the required chip load for the diameter is maintained. By this, at the machine’s top speed, the optimal parameters can be achieved.
Cutting aluminumby hand
Disk blade shears are a tool which is basically a specialized can opener which features a round cutting blade and snip. Good for tight corners and leaves a nice edge compared to other hand tools, though it still may require cleaning.
During one spindle revolution, the distance traveled by the cutting tool is known as the feed rate. It can also be termed as the cutting tool engagement speed and for milling operation, it is generally measured in inches/minute or millimeter’s/minute.
Oxy-hydrogen torches are superior to acetylene version because of its clean flame. The heat from the torch combined with a steady stream of oxygen rapidly oxidizes the sheet metal and blows the weakened metal away. Cutting with an Oxy-hydrogen torch creates a lot of heat and sparks but can cut thick sheets of aluminum and move at a relatively high speed. The torch doesn’t need any sort of backing and is portable, which makes it ideal for working in difficult to reach spaces.
Cutting aluminumsheet
To envisage the material removed from the total workpiece surface, another synchronous motion known as feed motion must be provided to the cutter or workpiece (different for different milling operations) along the intended direction. These simultaneous actions of feed rate and cutting velocity along with the feed motion will accomplish the basic requirements of machining.
2. The cutting speed gives a generatrix and it is generally measured in m/min or ft./min, denoted by Vc. The feed rate gives a directrix and it is generally measured in mm/rev or mm/min, denoted by s or f.
Cutting aluminumwith circular saw
With the higher cutting speeds, the softer cutting tool materials will wear out rapidly, which will lead to shorter tool life. Another crucial factor to determine cutting speed is how long the engineer or machinist wants to work on that tool. Primarily, this will include the parameters such as the tool cost and the produced quantity of parts. If these parameters are within the permissible limits, then the high cutting speed can be utilized.
4. The cutting speed doesn’t have any role in deviating the chip direction from orthogonal. However, almost in every case, the feed rate will influence the flow of the actual chip direction.
The relative velocity between the cutting tool and the surface of the workpiece is generally known as surface speed or cutting speed. It can also be defined as, the linear distance of meters per minute or feet per minute that the cutting tool material moves past over the workpiece surface for a cutting process.
The major parameters of the CNC machining, such as power consumption, cutting temperature and tool life, etc. will be determined by the cutting speed. The cutting speed values will vary according to different materials such as High carbon steel, low carbon steel, aluminum, and plastics. some tools or processes such as threading tools and knurling tools will be operated at lower cutting speeds than the mentioned.
Cutting aluminumwith hacksaw
SFM, also called surface speed, stands for Surface Feet per Minute and is a common measurement of cutting speed in machining. It represents the number of feet that a tool can travel across a workpiece in one minute. The higher the SFM, the faster the cutting speed.
Speeds and feeds are important in machining because they determine the rate at which material is removed and how much material is removed.
Better surface finish can be attained by the lower feed rates. A coarse feed rate can be considered for the rough cut. For example, the feed rate can be considered as 0.01-0.05mm/rev for finishing operation and 0.1-0.3mm/rev for rough turning operation.
A carbide tipped or even standard steel blade will typically suffice for most gauges aluminum up to 1/4” thick, though you’ll have to move relatively slowly on the heavier stuff. Putting a piece of particle board or plywood under the sheet metal is said to help with the process. This may help to pull heat away from the aluminum which has the tendency to absorb the heat. In addition to this masking tape on top of the metal will also help. There ware various waxes and cutting oils which help keep the metal cool and allow the teeth to cut smoothly.
To get the best output from the CNC machining process, the optimum cutting speed has to be ensured. The optimum cutting speed for a particular CNC machining process can be predicted by using the following factors.
The difference between the feed rate and cutting speed can be determined by a crucial factor called cutting temperature because the higher cutting temperature can hinder the parameters such as the tool life and surface roughness.
Generally, the feed rates are assumed as a linear motion i.e., the linear distance moved. Nevertheless, there are some cases in which the feed rates will be considered in an arc or circular interpolation path (outer diameter or inner diameter). As the depth of cut increases, there is an increase in the angle of engagement on a tool which leads to a non-linear path. The engagement of the tool is higher for internal corners compared to external corners.
For boring and turning operations, it can be measured in inches/revolution or millimeter’s/revolution. The variation in the feed rates will depend upon the blank material (Steel, Wood, Aluminum, Stainless Steel, etc.), the tool material (HSS cutting tool, Ceramic, Cermet, etc.), and other cutting factors, such as surface finish and the CNC machine characteristics.
The engineers and machinists have to consider the cutting speeds and feed rates during CNC machining because it directly affects the quality of the finished product. If the cutting speed is too slow, then the material will not be cut cleanly and there will be a risk of burrs or other imperfections.
The plasma torch works similarly to an oxy-hydrogen torch however instead of oxidizing the metal the plasma ionizes it with a strong electro magnetic field. The speed of which you cut the aluminum will determine your edge quality, aluminum should be cut at a higher speed compared to steel. In addition to the heat from the torch this weakens the sheet metal under the torch and allows it to be blown away with high pressure air. The plasma torch is very versatile when it comes to the type of material it can cut and, like the oxy-hydrogen torch, it is easily maneuverable along a sheet and in tight places. This makes it a common choice for custom sheet metal shops.
At WayKen, our experienced engineers and machinists are available to meet different machining needs to ensure that the parts and products you need are produced. If you’re worried about cutting speeds and feed rates in your CNC machined parts, contact us today. You will always get the best-machined part you expect.
5. The cutting temperature, tool wear and tool life are less impacted by the feed rate. But the cutting speed will be greatly impacted.
Cutting aluminum with any sort of grinding device is particularly challenging. Because the metal is able to absorb the heat energy and has a low melting point it can melt and re-solidify around the blade during operation causing it to bind up dangerously. Cut with the intention of removing the metal, not griding it away.
The surface feet per minute (SFM) based on the material and the cutter diameter will be required to define the cutter speed in RPM. Sometimes, with the minute tooling and/or certain materials speed calculation, the calculated speed results in an unfeasible.
The aesthetics of the machined products will depend on the feed rate and hence the optimization of the feed rate is crucial in CNC machining processes.
Modern lasers will be effective on cutting light to medium gauges of aluminum. Because aluminum is able to more readily absorb heat compared to steel an industrial laser will require a large amount of power to melt the aluminum to allow the gas to blow through. This is possible with modern equipment and cutting 1/2” thick aluminum plate is possible. The challenge is as always the heat dissipation. See our post on laser cutting for more information.
Bench mounted shears are able to cut through relatively thick sheets of aluminum though their design will tend to limit your cuts to straight lines. These types of shears lend themselves towards hobbyists and sheet metal shops doing custom or repair work. Most machines are built well and will last a lifetime if the blades are kept clean and sharp.
CNC (Computerized Numerical Control) machining is a subtractive manufacturing process, which uses programmed codes to control the movement of the tool axis. The programmed codes include all the necessary cutting parameters like the cutting tool movement, spindle speeds, feeds, RPMs, etc.
In other words, the feed rate is a measure of how fast the tool moves through the material while cutting speed is a measure of how fast the tool actually cuts.
A common throatless shear known for one of its major manufacturers, Beverly, are common to small sheet metal shops because of their versatility and reliability. By properly spacing the cutting edge from the back plate you can achieve a nicely rounded edge which may not require additional cleaning. These shears come in three sizes, B1, B2 and B3 depending on the size and power required.
A hacksaw can be particularly effective for cutting small lengths of sheet metal but lends its self to cutting tubing and bar stock because the hacksaw will have a limited throat depth, meaning it can cut very far into the metal. Cutting aluminum with a hack saw will wear the blades down relatively fast compared to wood, but not nearly as fast as steel or stainless steel will.
The resistance of a material to deformation caused by abrasion, indentation and scratching is generally termed hardness. During the machining process, certain care has to be maintained for the harder workpiece, as they can easily deteriorate the tool performance. During the machining of a harder material, slower cutting speeds have to be imposed. for example, a lower cutting speed is required for titanium compared to steel.
Tin snips, also known as aviation snips are basically highly leveraged and rugged scissors which can be used for cutting through aluminum. You will be limited to the gauge of aluminum which you can cut, anything above 18 gauge is going to be a challenge. For a reference on gauge thickness see our gauge chart. these snips come 3 basic varieties allowing for straight, left hand curved and right hand curved cuts. For most applications it is necessary to file and clean up the edges left by a snip. When cutting with tin snips it’s advised that you keep the top blade seated on the metal and pull the bottom blade up into the top blade.
For machining operations, the cutting edge tool strength plays a crucial role in the permissible cutting speeds. For example, during machining, for higher cutting speeds, the cutting tools which are made of high-strength materials like diamond and carbon boron nitride can be used. On the other hand, for lower cutting speeds, the cutting tools which are made of high-speed steel can be used.
Hand held micro shears are very effective for cutting aluminum sheet metal because they can be directed across the sheet with relative ease. They do not generate any where near the heat of an angle grinder so melting of the metal is not a general concern. Noise, sheet vibration and the finish edge quality are common draw backs of power shears. Unless you are able to stabilize the work piece with clamps you should be familiar with how the tool is going to move itself and the sheet.
The surface finish of the products can be affected by the tool geometry, apart from the feed rate. A higher value for the tool geometry can be preferred, if the geometry permits.
For the higher productivity rates, the feed rate can be increased by losing the surface quality. In another case, by maintaining the feed rate stable, the cutting speed can be increased.
Probably the preferred method for cutting intricate or thick aluminum the water jet focus a very thin stream of water mixed with abrasives at extraordinary pressures and very high speed into the sheet metal. This jet of water eats away at the metal and leaving a clean smooth edge. Heat dissipation is not a concern with aluminum because unlike the laser systems the water jet is not melting the metal, meaning there isn’t a significant difference in the energy required to cut steel or aluminum. Water jets are surprisingly capable of cutting very thick sheet metal, up to a few inches thick with very high accuracy. Their main advantages are the finished edges, variety of materials and accuracy.
Cutting aluminum sheet metal with a hammer and chisel is relatively straight forward, line up the edge of the chisel along the line you wish to cut and strike the chisel with a hammer. Using a softer piece of material such as wood as a backer will allow the chisel to push through the metal and prevent wear on the chisel’s tip. You will have to continue your way down the cut line cutting the metal like a can opener. This process of cutting aluminum is very slow and labor intensive. It may be appropriate if you’re working on a small project in your garage. The edge quality of this method is going to be very poor and you’ll probably need to take a file to the edge of the metal to make it safe for handling.
6. The scallop or feed marks generation on the machined surface doesn’t have the direct involvement of cutting speed. However, the scallop marks on the finished product surface will have the direct involvement of feed rate and this will directly represent the surface roughness.
Every aspect of the CNC machining process is directly related to the feed rate from safety to productivity, tool life, and product quality. When choosing the feed rate, the following factors are to be considered.



 0086-813-8127573
0086-813-8127573