
Our Products - Milan Conception - Aim Sharp, Hit Strong ... - milan's machining & manufacturing co inc
For finishing operations, especially 3D ones with a ball-end mill – a “pre-finishing” approach will really help make the final surface nice. To do this you just make a set of operations that are the same as your finishing paths, but that leave a small bit of material (.02″ / 0.5mm) and use a larger step-over by 2 to 4X. These paths will leave a very uniform layer of material for the final finishing operations to remove. In corners, this will reduce the volume of material that needs to be removed and will eliminate steps from a roughing pass that can put uneven load on your cutter. Trying to muscle through a stepped rough finish with a finishing cutter can cause the bit (or machine) to deflect telegraphing the roughing steps into the finished part.
Cutter Number of Teeth (T): How many flutes/teeth does the cutting tool have? For aluminum, the fewer the better. Two is almost always plenty, and for sheet cutting or roughing without flood coolant, single flute cutters are awesome! (see below for more)
Hot Knife Plastic Cutter Tool Electric Wood Burning Kit - Electric Cutting Tools for Crafts Hot Knife Cutting Tool for Plastic Wood Burning Tool - Electric Hot ...
Heat treating (for those alloys where it works) also effects the hardness of the material. Heat treat is shown as a number following the letter “T” – like “6061-T6.” Generally heat treated alloys will be better (harder and less gummy) for machining. The non-heat treated material will be designated “T3” or “T4” and the heat treated (or aged) will be “T5” or “T6” – so all else being equal, if you want to machine it, make sure you get heat treated material. Heat treated material is also a bit stronger. Anyone who sells metal will be much more aware of the details than I am – so ask before you buy.
Diamond bits come in a variety of grits from fine to extra coarse, but as these are usually used on the cuticle area and skin, fine to medium-grit is the most that should be used for this. These bits should be used at 5-15,000PRM. Just like ceramic and carbide bits, diamond bits can be cleaned, disinfected and sterilised.
Like carbide bits, ceramic bits can have flute-like cuts, which help them to shave off product quicker. You can find ceramic bits in several grits, such as medium-coarse and fine-coarse. They should be used at 10-25RPM, depending on technique. Ceramic bits can be cleaned and disinfected, but not sterilised.
If you see any mistakes or disagree with anything here I would love to have a chance to learn from you – please let me know!
The head of the bit will be either machined or coated. Machined bits have grooves cut into them at different angles and depths, to simulate the grit of a sanding band. The deeper the cut and wider the gap between the cuts, the courser the grit. Coated bits will have a material such as diamond grit applied to the head. This allows for a very fine grit.
AluminumCNCmachine price
Surface Feet per Minute (SFM): This is how far a point on the surface – say the tip of a flute of the tool travels in one minute. Imagine you roll the tool along a surface next to a ruler. SFM is how far the tool would roll in a minute. This is not something we calculate – it’s more of a metric to say “how fast” we are cutting. Good guidelines can be taken from a table provided by a tooling manufacturer – or from rough guidelines for a material. For carbide tooling in aluminum this is about 600-1500 – higher for finishing, lower for roughing. For stainless steels and other heavy duty stuff, ideal SFM can be below 100.
When you make the jump from cutting wood (density up to 50lbs/cubic ft.) to aluminum (about 170lbs/cubic ft) you are cutting something four times as dense. As you’d expect the cutting loads go way up if you take the same cutter at the same speed – so don’t do that!
Aluminium CNCservice
Strength and hardness characteristics. Martensitic stainless steel grades show tensile strengths of up to 275 MPa in the annealed condition. Further, they can ...
First off a bit about safety – because cutting metal brings some real concerns that you don’t have while cutting wood or plastic! There’s a reason commercial metal machining centers have enclosures. Flying chips and coolant make a huge mess and also pose real danger to operators. The internet is full of videos of machines flicking parts out of vises and cutters braking off and going flying. With metal machining, the chunks are heavier, sharper and hotter. Wear safety glasses at all times while machining aluminum!
Now you know what I know. It’s not comprehensive but its a start, and I hope it saves you a broken cutter or some other headache!
If you have a heavy duty machine and it is set up to handle it, flood coolant is excellent. It is the standard for milling metals in general and some routers can handle the flow of excess coolant off the table and back to the coolant pump. For light to medium aluminum work, you probably don’t need it. On a router it is unlikely to be the make or break issue because machines aren’t typically powerful or stiff enough to take heavy cuts.
Mandrel bits, made of rubber or metal, are designed to be used in tandem with sanding bands. These bands are ideal for refining, natural nail prep, removing gel polish and performing pedicures. You can work with a mandrel bit only after slipping it into the sanding band. The sanding band is made of sandpaper, like a nail file, and needs to be replaced after being used on a client. Mandrel bits should be used at 1-7,000RPM on the natural nail and 7-20,000RPM on enhancements.
Aluminium cnc machiningcompanies
I’m going to preface this article by saying that I am not an expert at this! Many an expensive cutting tool has met its end while I “used” it to machine aluminum. There is a ton of good information from the world of machinists on the internet about cutting aluminum. Almost all of it is done with real metal mills and machining centers. Even a pretty dinky metal mill is much stiffer and less prone to vibration than a heavy duty router. This is a discussion around how to get decent results and not mess stuff up while using a tool that is ok but not ideal for a job.
Above you can see the simplest option – drill some holes where you won’t be machining and screw it down to a sheet of plywood! Here I have also put some plastic sheeting down to protect the MDF bed of the machine. This is not a production-ready option, but if you have to get it done before lunch-time then this is worth a shot. You may have to use tabs (probably an option in your CAM software) to hold small pieces in place.
Dec 9, 2013 — Megora has a good picture. A burr is from the burdock plant which looks like a rhubarb plant. The bad thing is that if your dog gets a burr ...
Parker Hannifin is hiring a Business Unit Manager, with an estimated salary of $108415 - $162623. This job in Operations & General Management is in Naples, ...
This site contains information that reflects the opinions of individual authors – mostly me, Chris. I make no promises about its usefulness! Some of this stuff can be dangerous and the warning “don’t try this at home” applies. You are responsible for your own judgement and outcomes. Be safe!
There are formulas to calculate the right range of cutting parameters for a given tool in a given material and machinists put a lot of effort into calculating “feeds and speeds.” Most tool suppliers will have specific guidelines which are very helpful. Here are some good resources to help with this:
Don’t try to make things go better by going really slow! This is almost as bad as going too fast because instead of breaking your cutter right away – it will rub and generate heat and gum up – and then break. Resist the temptation to slow it down too much. You want to make sure the chips coming off the cut are actual chips. Grab a caliper and measure one – ideally the thickness at the “fat end” should be close the chip load per tooth value you chose.
Long shank deals die grinder bits, Long Shank Carbide Burr Extended Extra Long Die Grinder Bit deals.
Also you should be “climb cutting” by default – an option in your CAM software. This will take the fat part of the chip first and avoid rubbing and generating heat. Check out this quick article by Harvey Tool about the difference between climb and conventional milling.
Carbide bits should be used at a speed of 15-30,000 RPM, depending on technique, and can be easily cleaned, disinfected and sterilised.
This is a good start – and will probably work ok. Checking with manufacturer’s published data on SFM and Chip-load will allow you to use more tool-specific numbers and get better results. The 0.002” chip load we use in this example is on the low side for roughing with a 1/4” tool, and you may be able to crank it up quite a bit in the feed rate department without problems.
BestCNCmachine for aluminum
Most bits are made of a hard material, such as stainless steel or tungsten carbide steel, and it is recommended to use single-piece bits for stability and to avoid shearing. Some will come with an additional coating, such as diamond for hardness or a cosmetic colouring.
There are a few other strange things visible in the picture above – first, the paint stir sticks slid under the plate every foot or so. These let me cut through the work-piece without cutting into the aluminum machine table. They also help drop chips out of the slots as they are cut through. The other strange thing is the lead brick covered in plastic tape. The plastic tape is so you don’t touch the lead, and the lead is there to dampen vibrations in the plate. The operator has to move it around and keep it clear of the cutting head, but it keeps the sheet from chattering especially as large parts are cut almost free – except where they are held with tabs. Not pretty, but worked out well though!
CNC AluminiumKeyboard
4 1/4 inch Hole Saw for Wood, 108mm Diameter HSS Bi-Metal Hole Cutter Circular Drill Bit for Plastic, Drywall, Plasterboard, Fiberglass and Vent Pipe, 3/8 Hex ...
Revolutions per Minute (RPM): This is just how fast the tool is spinning. The second hand on a clock goes 1 RPM. Hopefully your tool will be faster. Routers typically have plenty of RPM range, but not much low-end torque, so you’ll probably do best in the 8,000-25,000 RPM range.
You’ll also want to limit the “stick-out” of your tools to the minimum. Figure out how deep you need to cut and then add a little margin – maybe 0.125″ / 3mm – just so you don’t crash it. Short “stub-length” tools are great!
Aluminum is most often alloyed with other metals to enhance specific properties. An overview can be found here: Aluminum Alloys 101. Generally, the best machining alloys are the 6xxx series. This is good because they are very common and easy to get. Most extrusion is 6xxx alloy. The “xxx” means that there are lots of sub types of 6-series aluminum. 6061 is very common and is a good option for machining. I have machined 5xxx series sheet – once when a customer brought it to me – and it was a disaster on a router. Very gummy and prone to loading up cutters. Lesson learned. If at all possible, stick to 6xxx series alloys.
With a floppy machine you have to keep loads on the tool low and uniform or it will leave an ugly surface. Modern CAM packages have elegant toolpath strategies for maintaining consistent cutter load. For roughing, these strategies (called “Adaptive” for Autodesk products, “Dynamic” for Mastercam, etc.) are very effective and will give much better results. This is especially noticeable in corners or pockets where traditional strategies force the cutter to take a huge mouthful right as it changes directions!
Cutter choice makes a big difference, especially if you are limited in your use of coolant. Many standard cutters are optimized for use with coolant in an enclosed machining center. If you’re using no coolant or just air-blast, you’ll need to be careful not to load up your cutters with rubbed or gummy metal. Avoid anything with more than two flutes. If you’re finishing a three-flute ball-end can be ok, but it is more prone to loading. The additional flutes increase the stiffness of the cutter though which can be helpful.
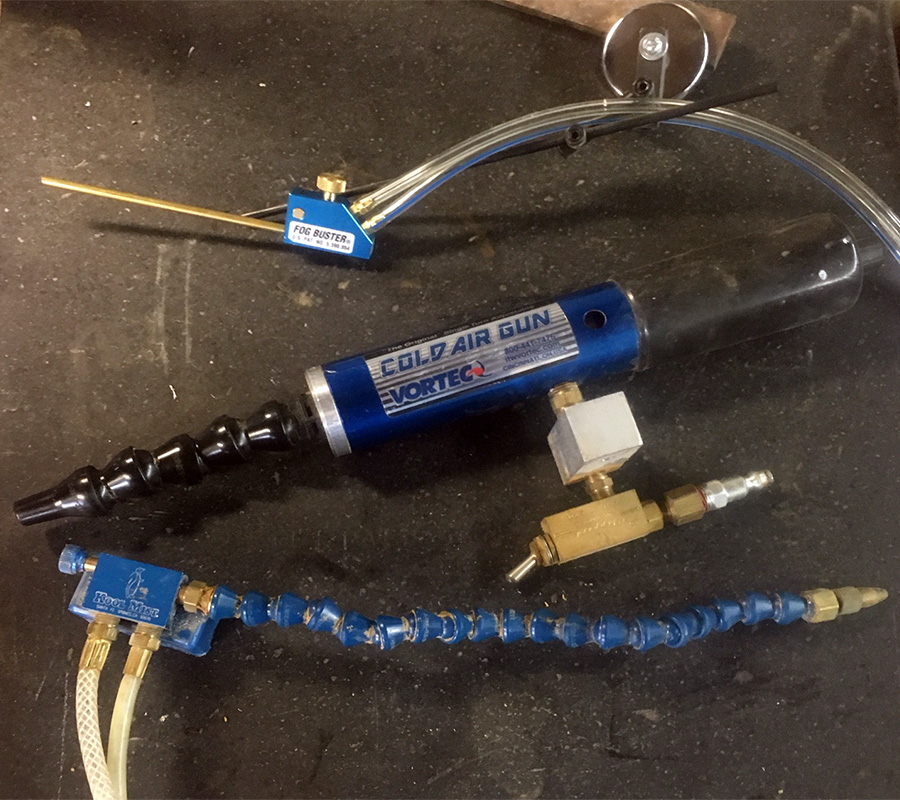
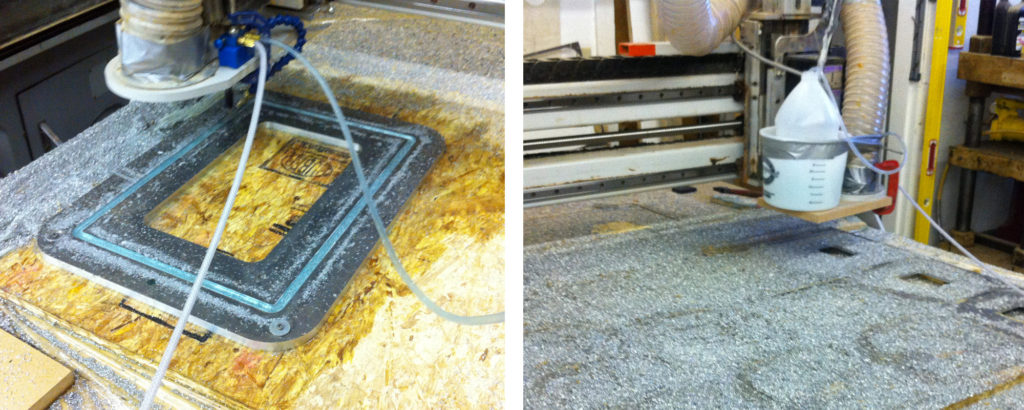
Stepping up from air alone, you can use a coolant mist, or “minimum quantity lubrication” system. Fogbuster, Koolmist, and many others are common add-ons to CNC routers. You just need a reservoir and a nozzle and a compressed air line to the spindle area. There is enough coolant to provide some lubricity and to evaporate pulling away heat. It is combined with air to clear chips. It’s messy, but you can usually rig up some type of drainage system to keep liquid off the important motion and electrical bits. Minimum quantity lubricant systems are lighter on the air and more about providing a lubricant to the cut and less about clearing chips. Depending on the application, this may be plenty.
Carbide bits are strong, durable and usually made from tungsten carbide metal, which is twice as strong and dense as steel. They are ideal for tasks like removing acrylic, builder gel and gel polish and cutting/shaping. Carbide bits are designed to be long-lasting and have flute-like cuts on them. These enable the bit to shave product off and not scratch it like diamond bits, which would be ineffective in reducing bulk.
You can also use vises like on a machining center. I have (very rarely) bolted a pair of vises to the table in a row and used them to hold extrusion for machining. Other people do this all the time and it worked great for me too – but my experience is limited! The machinists of the internet have got this covered.
This article contains information that reflects my opinions – I make no promises about its usefulness! It may contain mistakes (please let me know if you find some!) and will include prejudices based on my limited experience. If you disagree with anything here, please get in touch. This is not just for me to share what I know, but to learn from others. I will gladly insert additional information and differing opinions so readers are more aware of the diversity of “right” answers!
CNC Machining Turning Part or CNC Milling Aluminum Parts, Find Details about Stainless Steel Part, Engine Parts from CNC Machining Turning Part or CNC ...
Chip-load Per Tooth (CPT): This is how much of a bite each tooth takes at the full programmed feed rate. Generally expressed in thousandths of an inch, for example our 1/4” carbide cutter might work well with 0.002” CPT.
To make some useful calculations, we’ll start with a standard of 1000 SFM for our aluminum and D – the diameter of our tool. Lets imagine we have a nice 1/4” two-flute carbide up-spiral cutter. So D is going to be .25” and T will be 2.
Diamond bits are intended to scratch off residue, debris and product buildup on nails, instead of shaving it off, like ceramic and carbide bits. They are typically made of synthetic or natural diamond particles, and are strong and long-lasting. Diamond bits tend to have a stainless steel core, then the diamond particles are added to the head. Low-cost diamond bits may remove product unevenly, however you won’t have this problem with higher-priced diamond bits, which are often of higher quality.
COMBINED BENCHTOP LATHE/MILLING MACHINE WBP290F. High-capacity bench-top combination machine. Excellent precision and rigidity. Large-diameter chuck, high bed ...
All Thread Stainless Steel Rod ... Stainless steel threaded rods are regularly found around industrial projects or active construction sites. Stainless steel ...
Some bits are designed to be used in one direction. For example, left-handed bits have cuts machined at an angle to the shaft, meaning they will work better in one direction. For most nail techs, these are unnecessary and the standard, bi-directional bits work for all.
E-file bits have developed over time to become more specialised, beginning with the mandrel bits that were first used in the 1980s – when nail techs started using woodworking tools such as the Dremel to shape enhancements. Soon, the first dedicated E-files were developed, with aesthetically pleasing designs and greater control over RPM (revolutions per minute: the speed of the E-file when the bit is spinning in the handpiece.)
The axial depth of cut (how deep your cutter flutes are engaged) is important too. If you have a low-power spindle with plenty of RPM, you may find it is better to move faster but take a shallow depth cut with an “Adaptive” style cutting strategy. Chip clearing will be easier and you may get better process reliability at the cost of only a little speed.
For more about machining aluminum with light-duty machines, check out this excellent video from NYCCNC: Shapeoko Feeds & Speeds and Machining Tips!
How are you going to hold it down? Depending on your machine and your choice of coolant and chip clearing options, you have a bunch of ways you could do it…
Holding your material securely is very important. Because of the strength of the aluminum and the increased cutting forces, small parts and offcuts can get chucked with great force and speed – which is super scary. It isn’t unreasonable to rig up a shield or a curtain to protect yourself!
Aluminium cncdesign
Single flute tools are a huge help when cutting aluminum on a router. Typically you have plenty of spindle RPM but not much stiffness, and chip clearing is an issue. Single flute cutters are a “best fit” for this scenario. Look at this – the two flute gummed up and the single flute worked like a champ!
If I had to choose something to machine, it would be “6061-T6” for general purpose stuff or “Mic-6” cast plate for things that have to be stable or benefit from flat initial stock. Mic-6 is an Alcoa product designation but the name is often used kind of like “Kleenex” or “Xerox” to mean just “cast plate”. It is cast in a sheet instead of extruded so it has minimal internal stress and won’t warp when machined. It also comes ground super flat – but it’s more expensive!
Once you are operating with reasonable “feeds and speeds” you are going to come to the next problem – how do you get chips out of the cut, and how do you keep the cutter cool? In an ideal world, the chips would be neatly sliced off and thrown well clear of the cut, taking all the heat that the cutting process generated away with them. This isn’t likely to happen… but you have options!
If your machine has a vacuum table, that is a good option if you have enough vacuum capacity to hold the sheet down as you cut more and more holes through it. Vacuum is great for production cutting, where you can set up a gasketed fixture that only holds the part where it will not be cut through. Given that aluminum is expensive and it is very hard to re-index a sheet that has shifted, it may be good to use a “belt and suspenders” approach and also mechanically fasten or index large (especially thin) sheets against fixed stops in addition to using vacuum.
Here’s a quick overview of what you need to know to choose a reasonable feed rate and RPM for your situation (Sorry, no metric yet!) :
Aluminium CNC machiningnear me
The way I prefer (if possible) is to actually clamp the material down with some kind of strap clamp arraignment. This works better for thicker material. Below is a picture of me cutting some 3/8” plate on a machine with a thick aluminum plate for a table. This table has tapped holes every few inches so strap clamps can be used. Best. Table. Ever! You can see some standard metal clamps like you’d see in a machine shop as well as a home-made MDF one which has longer reach and dampens vibration. I’m using a 1/4” single flute end mill with cold air blast.

IsCNCaluminum strong
Silicone bits can be used for polishing the skin or nail, whether it is the natural nail or an enhancement. They should be used at around 25RPM when polishing. They can be sanitised, but not disinfected or sterilised.
Ceramic bits, like carbide bits, are very durable but they are not as effective. Some are only ceramic coated, so will not last as long. This type of bit is often used to remove bulk and sometimes designed for cuticle work. Ceramic bits can help reduce heat created by an E-file, however with correct technique, speed and pressure, this should not be any issue with any E-file bit.
You can test how (un)stiff your machine is by getting a dial indicator and placing it to read deflection in some axis somewhere near the head. Grab the machine (spindle off) and pull on it as hard as you dare. Unless you have a really rugged machine it will move a lot. I had machine that cut wood very nicely and accurately but would deflect .06” (1.5mm) with just the pressure I could make with my hands. The truth is – if you’re doing it right – a cutter doing a normal machining operation creates a lot less load on the machine than you’d think! Match this with the software in machine controls that is designed to control accelerations gracefully – and a pretty floppy machine can make very accurate cuts.
Carbide bits usually come in a variety of grits ranging from XXF to XXC. The grit scale is determined by the flutes or teeth on the bit. Deep and large flutes create a coarser grit, while shallower flutes commonly indicate a finer grit. Some bits like a 5-in-1 bit will have more than one grit per bit. For example, a fine-grit 5-in-1 bit will have XXF, XF and F. You can measure the grit of a nail bit by the number of abrasive particles per square inch. The more particles, the smaller they are.
There are some bits which must only be used for certain techniques, otherwise it is down to preference. But it can be hard to tell the difference between some bits and when one is priced at £5 and another at £20, it can be tempting to purchase the cheaper bit. However, the quality of the bit is essential to prevent damage and to make your work easier.
Your least messy option is compressed air – blowing chips out of the cut and keeping tool clear. Air itself doesn’t absorb much heat so this will only work for light cutting with no deep pockets… ideally with a single flute cutter or with a machining strategy that doesn’t involve single pass slotting. There are “cold air guns,” made by Vortec and others that work well, but any throttleable focused air blast should work ok.
Open the Mac App Store to buy and download apps. Stub Acme and Buttress threads 17+. Threads Calculator. Greater ...



 0086-813-8127573
0086-813-8127573