
PCD Pharma Franchise Opportunity in West Bengal - pcd bengal phone price
Metal removal rateformula
The feed rate, represented as “f,” shows how the cutting tool moves concerning the workpiece or, in simpler terms, it’s the tool’s motion during one complete revolution. This parameter varies depending on the feed direction. It can be either longitudinal, along the lathe bed guide rails, or transverse, perpendicular to the lathe bed guide rails.
For high feed turning, earlier practice was to use an insert with a large corner radius and then followed by a wiper insert. However, both of these were applicable for forward turning or facing only.
When approaching rough machining, the primary objective is to boost production rates. However, this must be balanced with considerations of economic efficiency and processing costs. In semi-finish and finish machining, the priority is to maintain top-notch machining quality. At the same time, there’s a focus on optimizing efficiency, cost-effectiveness, and overall production costs. The specific numerical values for these parameters should be determined through a combination of the machine’s specifications, cutting parameter manuals, and practical experience.
Cutting speed, represented as “vc,” is the speed of the cutting edge at a given moment in relation to the primary movement of the workpiece. To calculate the cutting speed, the following formula is employed:
High feed machining relies on the chip thinning effect. The below images of a 90° shoulder mill, a 45° face mill and a 15° – 17° high feed cutter, provides two distinct points –
For example, if the diameter of the surface awaiting machining is Φ95mm, and a single feed carves it down to Φ90mm, the depth of cut can be calculated as:
In this article, we will dissect the intricate relationships between cutting speed, feed rate, and depth of cut. Through this exploration, we aim to unveil the secrets behind crafting the perfect cutting formula for any machining task.
Following the calculation of the spindle speed, it is advisable to choose a value close to it from the machine’s specifications, typically rounded to 100 r/min, as the actual spindle speed for the lathe.
For turning large diameter components and high strength material, Tungaloy offers high feed turning solutions to its customers with its new TurnTenFeed and AddMultiTurn.

Depth of cut, also known as “ap,” is a fundamental aspect of machining, representing the vertical distance between the machined surface and the surface awaiting machining. It is the measure of how deeply the tool cuts into the workpiece during each feed. In order to calculate the depth of the cut, the following formula is applied:
High Feed Milling cutters are a great tool for roughing, especially difficult-to-cut materials. Titanium and Nickel alloys aero structures, Die & Mold machining are some of the major applications for high feed milling cutters.
Cutting parameters encompass cutting speed (vc), feed rate (f or vf), and depth of cut (ap). These factors are the lifeblood of CNC machining, guiding the intricate dance of tools and materials to shape and refine the workpiece.
Selecting the right spindle speed is a critical aspect of machining. It is a parameter that is intrinsically linked to the allowable cutting speed and the diameter of the workpiece or tool. The calculation of this parameter follows a specific formula:
Materialremoval rateformula for milling
Principle 1: When the quality requirements for a workpiece can be assured, opting for a higher feed rate becomes a viable strategy to enhance production efficiency. Typically, feed rates ranging from 100 to 200 meters per minute are considered optimal within this context.
When it comes to choosing cutting parameters, one guiding principle is to prioritize based on tool durability. This involves establishing a hierarchy: first, decide on the depth of cut. Next, set the feed rate. Finally, determine the cutting speed.
Find the right Under Cover for your 2024 Hyundai Sonata with Hyundai OEM Parts Direct. Part# 29110-L1AA0. Ships fast to your door! Ask our Hyundai Parts ...
Swiss Type CNC ... As a leading manufacturer of deep hole drills, Sterling Gun Drills continues to build our reputation for personal service and practical ...
This process fine-tunes the key aspects of machining. It ensures cutting speed, feed rate, and depth of cut are optimized for the best performance. It is this delicate balance that forms the foundation of effective machining.
The insert has an arc wiper edge on its main cutting edge for high feed finish turning of the diameter and straight wipers on its sides, to help produce good surface finish on the walls.
Home > CNC Machining > Machining Essentials: the Relationship and Calculation Formulas of Feed Rate, Depth of Cut & Cutting Speed
Materialremoval rateformula for turning
The STH CBN tipped inserts offer high feed turning of hard parts. These new CBN tipped grooving inserts are capable of feed of up to 1.2mm/rev for a DOC of about 0.1mm.
In machining, the depth of cut is a crucial parameter influenced by the rigidity of the machine, workpiece, and cutting tools. Its selection plays a vital role in achieving efficient and productive operations. This section will delve into the principles of determining the ideal depth of cut, considering various surface roughness requirements and the impact of rigidity.
As a CNC machining service provider, Prototool excels in assisting you in finding the perfect equilibrium in cutting parameters. Whether you require an aggressive approach to boost productivity or a meticulous one to attain the finest surface finish, we tailor our services to match your specific needs. Our depth of knowledge in cutting parameters ensures that your projects are executed with utmost precision and efficiency.
The spindle speed is a pivotal component of the cutting parameters in machining. To make the right choice, you need to consider the allowable cutting speed and the size of the workpiece or tool with precision.
It’s proven that groove-turn is more productive compared to standard turning tools. Grooving tools are also versatile, just like AddMultiTurn, in multi direction turning. To create a clearance at the cutting edge, while turning with a grooving tool, we increase the transverse feed. This increase in feed helps deflect the tool to create clearance for the grooving tool to produce the chip.
MaterialRemoval Rateformula for drilling
In these parameters, two distinctive categories emerge, each serving distinct purposes. The first is the pursuit of an economic tool life, one that aims to minimize the costs associated with single-part production. This strategy meticulously selects cutting parameters for cost efficiency. The second category focuses on achieving maximum productivity. This is crucial during times of high production demands. Here, the focus is on achieving cutting parameters that optimize productivity even when time is of the essence.
The calculated spindle speed, represented by n, should ultimately align with the specifications found in the machine tool’s instruction manual or select a value that closely approximates it.
Nave ISK-8, Parque Industrial y Logístico Sky Plus, Avenida Mineral de Cinco Señores No.100, del Parque Industrial Santa Fe, Silao de la Victoria, Guanajuato, México
Principle 4: During non-cutting movements, use the machine tool’s maximum feed rate from the CNC system for efficiency. This is especially helpful during long returns to the initial position This practice is especially useful when optimizing non-cutting travel, resulting in efficient and time-saving operations.
During rough machining, the main goal is to boost production rates. However, it’s also important to think about cost-effectiveness and overall economic efficiency. In semi-finish and finish machining, the central concern is to maintain impeccable machining quality while optimizing cutting efficiency and cost-effectiveness. Determine the precise values for these parameters using the machine’s specs, cutting guides, and real-world experience.
The chart below lists the diameters of commonly available cutters. The ring color represents the color of the depth setting ring found on 1/8" shank drill bits ...
Principle 3: For workpieces with a surface roughness requirement of Ra0.8μm to 3.2μm, a three-step process is recommended, involving rough machining, semi-finish machining, and finish machining. During the semi-finish machining phase, a depth of cut of 1.5mm to 2mm is considered optimal, while in the finish machining stage, a depth of cut of 0.3mm to 0.5mm is preferable.
In the context of tool durability, the sequence for selecting cutting parameters follows a specific order. The priority is to first establish the depth of cut, followed by determining the feed rate. Finally, setting the cutting speed. This hierarchy ensures that the tool’s endurance is maximized and that the machining process is as efficient as possible.
Principle 2: In situations where tasks involve cutting-off operations, deep-hole drilling, or the use of high-speed steel tools, a preference for lower feed rates is advisable. Here, feed rates in the range of 20 to 50 meters per minute are typically employed, ensuring that the quality of the machining process remains uncompromised.
Metal removal ratechart
Product information about KYOCERA Asia Pacific Cutting Tools Turning Inserts,VC chip-breaker.
At Prototool, we have mastered the art of CNC machining, leveraging our expertise in cutting parameters and their harmonious relationships to deliver top-tier results. Our commitment to excellence and precision has made us a trusted partner for businesses seeking high-quality CNC machining services.
Engineering Dept (Technical Information) Phone: - Tungaloy: 1-888-554-8391 - NTK Cutting Tools: 1-224-210-1881 E-mail (Tungaloy-NTK): CONTACT >
We comprehend that the choice of cutting parameters is more than just a mathematical calculation; it’s an art, a science, and a craft. It requires a delicate balance between optimizing production rates while considering the cost-effectiveness and quality of the final product. Our team of skilled machinists and engineers excels in this art, and we stand ready to offer our expertise to elevate your CNC machining projects.
Jul 17, 2018 — The cutting speed and life of a diamond hole saw are affected by the hardness and abrasiveness of the material plus the drill speed, ...
When making calculations, it’s essential to use the maximum cutting speed, which occurs at the surface diameter during turning. This is critical because this is where the speed is highest and tool wear is most significant.
Face milling cutter: It is used to process plane on vertical milling machine, face milling machine or gantry milling machine. There are cutter teeth on the end ...
In the middle of the last century HSM (High speed machining) evolved as a metal cutting process, which suggests beyond certain cutting speed the heat generation starts declining. HSM employs high spindle speeds and high table feeds, taking shallow cuts. This was a big change in the way metals were processed into complex parts. With the development of more complex CNC milling machines and CNC lathes, the cost of such machines also escalated.
With high feed turning, the radial load is higher than the axial feed force. Therefore, applications typically vary from large diameter roll machining, facing on large CNC lathes to huge casting machining on vertical turret CNC lathes.
Principle 1: In cases where the workpiece’s surface roughness requirement falls within the range of Ra12.5μm to 25μm, and the machining allowance for CNC machining is less than 5mm to 6mm, a single rough machining pass is adequate to meet the requirement. However, when dealing with larger allowances, subpar process system rigidity, or insufficient machine tool power, dividing the operation into multiple passes becomes the preferred approach.
Tungaloy’s proven dovetail clamping design overcomes this challenge. In addition, the unique chip breaker design helps in fragmenting chips, produced at high feed and yet with shallower depth of cuts.
In machining, it is essential to understand how the interplay of various parameters affects the machining process. These calculations are pivotal in achieving precision and efficiency in machining processes.
Materialremoval rateCalculator
The feed rate is a vital cutting parameter closely tied to the precision of the workpiece, surface roughness requirements, and the materials of the tool and workpiece. The maximum feed rate depends on both the machine’s rigidity and the feed system’s performance.
Principle 2: For workpieces with a surface roughness requirement of Ra3.2μm to 12.5μm, it is feasible to split the operation into two steps: rough machining and semi-finish machining. In rough machining, the depth of cut should be selected as in the previous principle. After rough machining, a margin of 0.5mm to 1.0mm is left, which is subsequently removed during the semi-finish machining phase.
In addition, to ensure the CBN tip is firmly seated in its pocket, Tungaloy utilizes its new brazing technology, WavyJoint, for increased brazing strength.
Materialremoval rateunit
High feed machining is associated with higher metal removal rates (MRR). Working with low depth of cuts and high feed per revolution and at applicable cutting speeds for a given material, high feed machining helps in –
However, HSM became and still remains popular for finishing operations of tough to machine materials and hardened steels. HSM yielded better results with surface quality and profile machining operations, which required blending of fine curves to improve the aesthetics of the machined part, however, it has not been popular as a process for roughing to semi finishing operations. HSM also remained popular for use with smaller diameter tools and end mills, mostly on hardened steels, especially carbide ball and bull nose end mills.
For instance, when turning the outer diameter of a Φ260mm pulley on a CA6140 horizontal lathe and selecting a cutting speed (vc) of 90m/min, the spindle speed (n) can be determined as:
However, even on moderately powered CNC lathes (5 – 7 KW), TurnTenFeed can be applied for productive turning of steel, stainless steel and high-temp alloys.
4 Posithread threading inserts 22NR 8ABUTT P30 ( 22IR 8 american buttress abut ) ; dellunn (7285) ; Approx. $49.83. + $19.01 shipping ; Item description from the ...
We are amid the fourth industrial revolution (Industry 4.0). Manufacturing industry is bracing new technologies, helping them in improving machine utilization. CNC mills and CNC lathes are being built to perform metal cutting operations at never before speeds. As a cutting tool partner, Tungaloy has enjoyed developing equally good metal cutting tools for these new generation CNC mills and lathes.
Cutting parameters are the comprehensive set of factors that define the dynamic world of machining. These factors encapsulate the fundamental trio of cutting speed, feed rate, and depth of cut. Their orchestration has a profound influence on the performance of any machining operation.
1/4" Carbide 2 Flute TIALN 2" Flute Length 4" Overall Length 1/4" Shank Single End Square End Mill, Drill America. Find this item and other cutting tools on ...
Tool Holders & Boring Bars. Showing the single result. Default sorting, Sort by popularity, Sort by latest, Sort by price: low to high, Sort by price: high ...
TUNGALOY-NTK AMERICA INC. 3726 N. Ventura Drive Arlington Heights, Illinois, 60004, U.S.A. Phone: +1-888-554-8394 Fax: +1-888-554-8392
Materialremoval ratein milling
Principle 3: In tasks that require strict precision and high surface quality, it’s best to use a lower feed rate. For these situations, opting for feed rates between 20 to 50 meters per minute is advisable to attain the desired precision and surface quality.
Determining the right feed rate is a critical aspect of machining. It depends on precision, surface roughness, and materials for the tool and workpiece. Moreover, the selection is significantly affected by the capabilities of the machine tool, particularly its rigidity and the overall performance of the feed system.
These cutters can be selected for applications on various CNC mills and CNC mill-turn centers, based on the power and torque availability. Tungaloy also offers a wide range of grades and geometry combinations for unparalleled results in high feed machining of regular steels, stainless steels, cast iron, nodular iron, duplex stainless, PH stainless, inconel and titanium alloys.
Tungaloy has been in the forefront of developing innovative solutions for High Feed Machining (HFM). It has championed this process of machining, equally well in turning, milling and grooving applications.
The depth of cut is contingent on the rigidity of the machine, workpiece, and tool. Under conditions where rigidity permits, it is advisable to set the depth of cut to match the machining allowance on the workpiece. This approach not only minimizes the number of tool passes but also significantly enhances production efficiency.
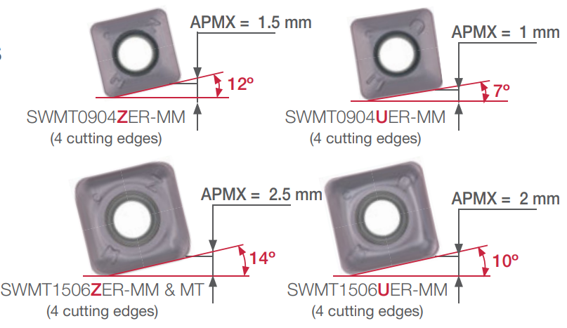
Tungaloy offers a unique advantage to customers with its High Feed milling cutters. It offers flexibility in selecting the approach angles, based on the tool overhang, maximum depth of cuts required and the material being machined. Refer the above image. MillQuadFeed cutters offer two distinct inserts (ZER and UER), which offers 12° and 7° approach angle, when used on the same cutter body. The UER insert offers excellent stability while machining difficult-to-cut materials, like stainless steel, nickel- based alloys and titanium alloys, without compromising the metal removal rates. Whereas the ZER insert helps customers optimize the DOC on a high torque machine. It is also a great idea to use ZER to machine the top scaled layer of a component which generally poses a challenge with its hardness and uneven surface
All three when applied at the right proportion, based on the material being cut, produce the most desirable chip. Optimizing the three to gain the optimal Metal Removal Rates (MRR – cc/min or cf/min), has been the endeavor of every tool engineer. This is the way to improve utilization of a complex CNC mill or a CNC lathe.
In practical machining scenarios, the diameter of the workpiece is usually known. With this information, factors like workpiece material, tool material, and machining requirements are considered to determine the cutting speed. This speed is then converted into the lathe’s spindle speed, which is critical for machine tool adjustment. The formula for this conversion is:
In machining operations, cutting parameters like cutting speed, feed rate, and depth of cut are crucial for the process. The choices made regarding these parameters are not merely technical decisions but strategic ones that impact both productivity and cost-effectiveness. In this section, we will explore the principles behind selecting the ideal cutting parameters and how they can be tailored for different machining processes.
In the world of Industry 4.0, the need for improved machine utilization is met thru high feed machining strategies in milling, turning and grooving.
The new AddMultiTurn makes turning operations more versatile and flexible. It uses the chip thinning effect to its advantage, for high feed, back turning. This tool can be applied on any type of CNC lathe. With its unique insert shape, the radial loads are lower, leading to stable cutting on slender parts.
Woodpeckers OneTIME tools are unique, collectible tools crafted for specialty woodworking, discontinuing after our initial order list is ...
An important tip when using a high feed mill is to use a programmable radius in place of the actual insert corner radius. This is because a CNC machine can identify a cutter by its diameter and the corner radius. The programmable radius should be selected to ensure the cutting edge does not overcut the component.



 0086-813-8127573
0086-813-8127573