
Pearlite in Multicomponent Steels: Phenomenological ... - pearlite steel
You should use tools made from carbide when machining aluminium. The higher speed, sharper-for-longer carbide cutters create a greater shearing force. This reduces the amount of that long stringy aluminium swarf that ends up fouling the cutter.
d'andrea boringhead price
Most probably, you have faced this problem when machining aluminum. You stick down a new type of material and try the machine set-up you used last time. BANG! What happened? It is supposed to be easy to machine aluminium, right?
Fewer flutes do decrease tool rigidity. So use the shortest tool possible for your application and watch out for tool deflection. Particularly when using small diameter end-mills.
Sign up for your movement assessment today at D-BAT West Chester! #SportsTech #MotionCapture #Biomechanics #PerformanceTracking ...
HSMAdvisor: The kind of CNC Software that works for professional machinists and hobbyists alike. · Confidently calculate cutting conditions for hundreds of work ...
D andrea boring barparts
In summary, aluminum is eminently machinable but it isn’t without it’s quirks. Understanding how material behaves is the best way to learn how to machine it more effectively. Make sure your feeds & speeds are right. Use a two-flute, uncoated carbide cutter and don’t let the tool get clogged up with aluminium chips.
d'andrea boringhead instructions
Not only will the chips stick to the cutter when heated, but they will also stick to the workpiece. This causes the work-hardening of the material surfaces. It also degrades the quality of the surface finish and can affect part tolerances.
d'andreata120
Machining aluminium at high speeds results in a large amount of waste material being rapidly produced. This can cause its own problems...
Of course, cutting any material too fast will result in the familiar sound of the broken tool flying over your shoulder and hitting the wall!
Chamfer milling cutters M4574 • ScrewFit • metric • κ=45° • Dc=12mm • Z=2 • SD .. 06T2 .. 4 cutting edges per indexable insert For chamfering and deburring ...
All times are GMT -4. The time now is 11:21 AM. All CNCzone.com Content - Copyright © 2019 - All Rights Reserved CNC Machines,CAD/CAM,Milling Machines,Lathes,Classifieds, Lasers,Engraving,woodworking,MetalWorking,Industrial Equipment, Manufacturing technolgies

One of the biggest issues when machining aluminium is chip removal. Especially when cutting deep pockets into the material. The deeper the cut the more difficult it is to remove the chips from the bottom of the pocket. A build-up of chips at the bottom of a pocket is the fastest way to turn your cutter into an aluminium popsicle.
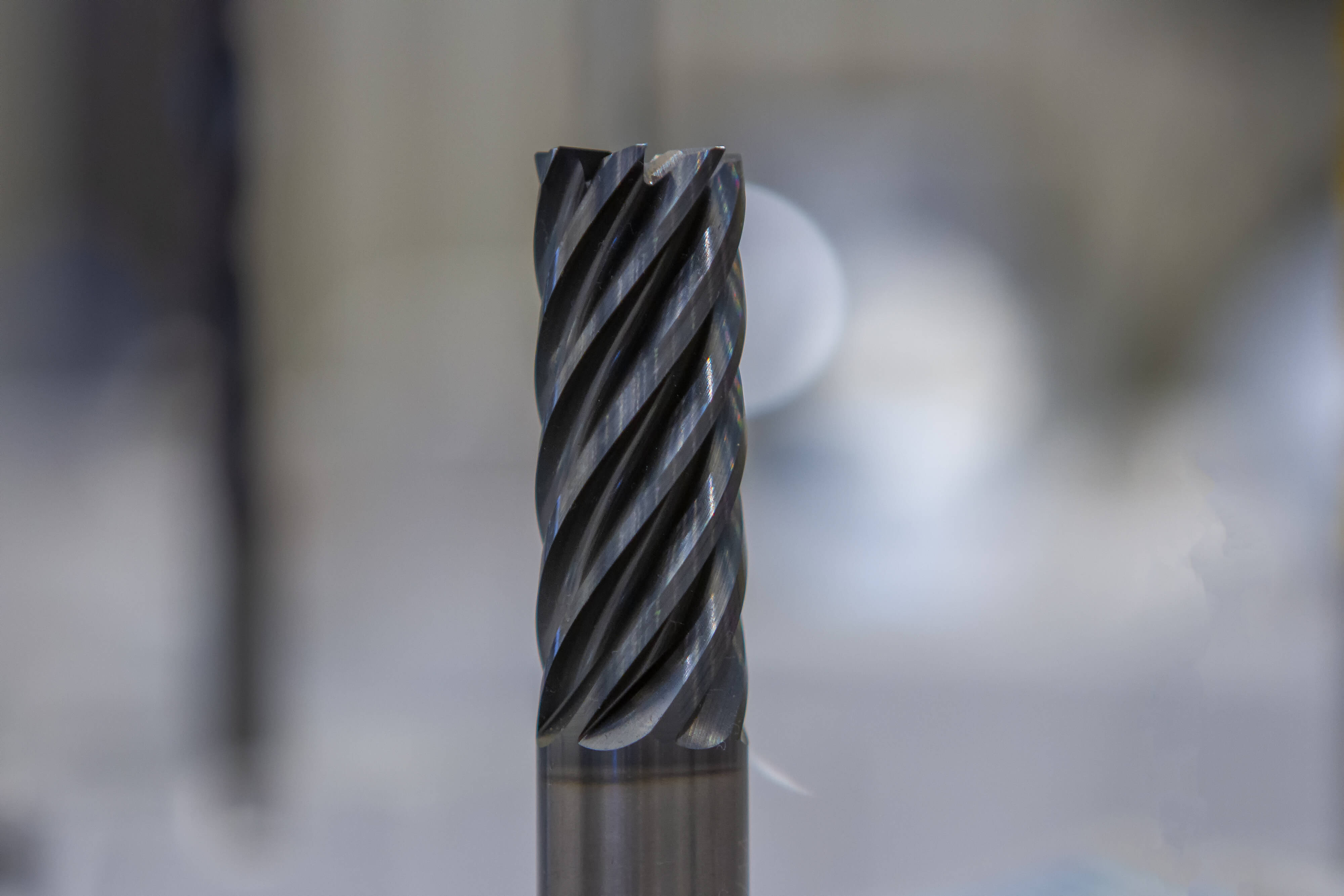
The most important factor in choosing a cutting tool for aluminium is the need to maximize space for chip evacuation. The more flutes a cutter has, the less space there is to evacuate chips. Two flute cutters are ideal, with single and three flute tools also being effective.
What about those nice-looking gold TiN coated end-mills? Don’t bother. The coating is designed to improve wear resistance when machining more abrasive materials. It is rougher and more chemically reactive with aluminium than the bare tool. Both of these factors will combine to increase the amount of aluminium that adheres to the tool. The same applies to TiAlN, TiCN, and AlTiN.
d'andreatools
High-Speed Steel is not strong enough under the cutting conditions required for aluminium. As aluminium is relatively soft to cut, you should prioritize tool hardness over tool toughness. A harder tool material will allow the cutting edge to stay sharp for longer. Maintaining a sharp cutting edge will create a better finish. It will also reduce friction and reduce the amount of aluminium deposited on the cutting edge.
Explore high-performance milling inserts for precision machining. Discover a range of cutting-edge inserts designed for milling applications, ...
Take advantage of IRWIN SPEEDBOR design with this 6-piece set of common sized spade bits. Packed with features to improve cutting and durability.
We use cookies on our website. Some of them are essential for the operation of the site, while others help us to improve this site and the user experience (tracking cookies). You can decide for yourself whether you want to allow cookies or not. Please note that if you reject them, you may not be able to use all the functionalities of the site.
d'andreacatalogue
Still having problems? CNC Solutions has extensive experience machining a wide range of materials including aluminium. We can show you the right way to do it on a CNC training course in our cutting edge CNC Training Center.
Designed to work with LS7 and LSX drive systems, this system is geared for your high horsepower hot rod and race applications.
This 0.5mm Diameter (0.25mm radius) Tapered Ball End Mill has a tapered, round end profile which is great for carving curves, removing chips, contours, and ...
The softer the material that you are cutting is, the faster the recommended cutting speed. At 300-600 meters per minute (using a carbide tool) aluminium has a similar cutting speed to wood. But unlike when cutting wood, the optimal feeds and speeds for your set-up will be in a much tighter range.

Aluminium requires less cutting force than harder materials like steel. But aluminium is softer and melts at a much lower temperature. This means it can be all too easy for the loose chips of material to overheat and fuse to the tool. In small quantities, this dulls the cutting edge causing greater mechanical load on the cutter and a further build-up of heat. This can then lead to premature tool failure.
Machining aluminium is often characterized by a high spindle speed. Be wary of combining high spindle RPMs with feed rates that are too slow. As the tool will spend more time rubbing against the aluminium than cutting it. This will increase the working temperature and drastically reduce your tool life.
d'andrea boring barcatalog
But, if you try to make a full diameter cut through aluminium with a 4-flute end mill the flutes will clog up and the end mill will break. Which brings us nicely on to...
D andrea boring barprice list
HSS (High-Speed Steel) and Super Speed Steel cutters are top tools due to their strength and versatility.
Laydown Threading Insert: 11IR 1.50 ISO IC-50M, Carbide. Bright/Uncoated Finish, Right Hand, Internal ISO Thread, 1.50 mm Pitch, 1/4" Inscribed Circle.
75 Magic cards found where it's legal in Standard and the text includes mill



 0086-813-8127573
0086-813-8127573