
Reduced Shank Drill Bits - reduced shank drill bit
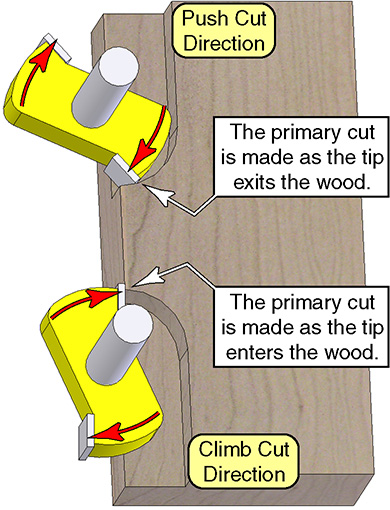
Putting aside the dangers, the primary benefit to climb-cutting is that there is less, or even zero tearout. This is because the carbide strikes the wood with the deepest portion of the cut cross-grained and into the wood. That is to say, the carbide is cutting the wood on the Entry Stroke, which is compressing the wood fibers versus pulling them apart.
Weather Santo Antônio De Padua - RJ · 01:00 Clear sky 22° · 02:00 Clear sky 21° · 03:00 Clear sky 21° · 04:00 Clear sky 20° · 05:00 Clear sky 19° · 06:00 Clear 19° ...
The mercury content of GE Ecolux lamps has been reduced by over 80% versus older traditional fluorescent lamp designs. To assure long life, advanced coating technologies have been developed to minimize the absorption of mercury within the lamp. Additionally, Ecolux lamps use an exclusive material design that helps to prevent the small amount of mercury in the lamp from forming mercury compounds which may leach into groundwater after lamp disposal.
Chamfer End Mills have an angled cutting edge and are generally used for milling shoulders or flats that require a chamfered corner, Contact us now!
With friction, there is no reaction time needed, there is just a constant force opposing the climb. While holding the router's handle, the butt of my fist is pressed down firmly onto the surface of the wood. When starting or stopping a cut, I firmly plant my fist on the wood, and use the other hand to rotate into or out of the cut. This gives me very good speed control over a short distance. As I move down a long board, I just drag the edge of my fist (or even forearm) down the wood.
2022 Population. With 27,437 people, 45230 is the 127th most populated zip code in the state of Ohio out of 1,218 zip codes according to the most current US ...
Thread mills provide an alternative process for manufacturing threads where tapping may not be a viable solution. Difficult or hardened materials, extremely ...
Sign up for our Harvey's emails and get free Frings when you buy a burger or sandwich ... Prince Edward Island, Quebec, Saskatchewan, Yukon. *City. *MY FAVOURITE ...
Furthermore, I use friction to control the feed rate, not muscle. When you try to muscle the router to control the feed rate, then you are relying on your reaction time to compensate for changes in the feed rate. You can never react fast enough.
Conclusion Don't perform any operation just because someone else has done it without problems. Regardless what you do, or how you do it, routers and shapers are dangerous tools. You must operate them with 100% confidence, but never let your respect for them drop either. Operate the tool with respect. Never, never, operate a tool when you have a "fear" of the tool, or operation. There is a thin line between respect, and fear. Don't cross that line, or you will be injured.
Applying These Concepts The First Pass To reduce the tearout while routing, I make the first pass in the climb-cut direction. To prevent the router from running away on me, I make this pass rather light. Since the router bit is naturally pushed away from the wood during climb-cutting, making a light pass is automatic: I just don't apply as much inward force.
Using a Router in a Table When hand feeding stock through the shaper or table mounted router, don't even consider climb-cutting: It's a good way to lose a finger. You have no way to control the feed rate when you are moving the workpiece on a table. While you may think you can stop the piece from grabbing and taking off, you can't.
So you've built this beautiful jewelry box. Now comes the moment to add the finishing touches, like routing a nice decorative profile around the top. ----Craaaack!----There goes a 3 inch long chip from the edge, destroying many hours of work.
At the same time as the wood fibers are being pulled away from each other, the cutter head is being pulled deeper into the main body of wood. If the cutter has a bearing, this direction of cut will have the tendency to force the router to ride into the bearing (or fence) more.
Cleanup Pass After the first pass, I make a cleanup pass in the chip-cut direction. This ensures that the route went full depth, and also removes the chatter marks left by the climb-cut. Because the majority of the material has already been removed, the direction that the carbide tips strike the wood is nearly parallel to the grain, and therefore, no chipping occurs. I also make this last pass with a fairly fast feed rate to ensure that there is no burning.
2024218 — I went in to get second lobe and helix piercings in each ear; the piercer advised that she'd do the helixes if I'd really like, but that I would have a bad ...
The drawback to this direction, is that it tends to tearout the wood more, because the wood fibers will easily split lengthwise. As the cutter catches each fiber, it tends to pull it away from the main body of wood.
If you have a power feeder for the shaper/router table, then climb-cutting is feasible, but still very dangerous. My shaper is setup to do 95% climb-cutting, but I have a rather large power feeder (shown in the adjacent photo). The small "baby" power feeders, may not provide enough workpiece control for climb-cutting. Regardless of your feeder size, this is still dangerous. Never allow anyone to stand in the outfeed path.
The mercury content of GE Ecolux lamps has been reduced by over 80% versus older traditional fluorescent lamp designs. To assure long life, advanced coating technologies have been developed to minimize the absorption of mercury within the lamp. Additionally, Ecolux lamps use an exclusive material design that helps to prevent the small amount of mercury in the lamp from forming mercury compounds which may leach into groundwater after lamp disposal.
Climb-Cutting Climb-Cutting is when the feed direction of the workpiece is the same as the rotation of the cutter. The term climb-cut comes from the fact that the router bit has the tendency to climb into the cut, or if you can visualize it, "walk" its way down a board. This is what makes climb-cutting so dangerous: the router bit has more control over the feed rate than you do, and if you don't carefully control it, the router or workpiece will take off on you.
Aside from wanting to climb its way down the board, another side effect of climb-cutting is that the bit will be pushed away from the wood. As the carbide enters the wood, the force of the tip striking the wood surface tends to push the wood away from the bit. This has two effects. First off, the cut will almost never be full depth on the first pass of the cut. Secondly, since the cutter tips keep pushing the bit away from the wood twice per bit revolution, you end up with more chatter. This chatter is caused from the cutter bouncing in and out as each knife strikes the wood.
Point milling – tilted cutter ... When using a ball nose end mill, the most critical area of the cutting edge is the tool center, where the cutting speed is close ...
Always accepting applications for exceptional candidates. now hiring: Prep ... The Harvey House is an equal opportunity employer. Copyright 2021 Forward ...
Push-Cutting Push-cutting refers to the feed direction of your workpiece which opposes the rotation of the cutter head. Push-cutting is typically considered the "normal" feed direction because it is safest: the router doesn't want to runaway on you. However, push-cutting has the greater tendency for tearout. As the carbide tip strikes the wood, the path of the cutter travel is out of the wood, and the deepest cut is in-line with the grain. The result, is that the carbide is cutting the wood on the Exit Stroke.

Search Filters · Brand: Fullerton Tool x · Length of Cut: 2-1/2" x.
I won't climb-cut with a router bit that is too large to safely control. For larger bits that aren't too large, or anytime I don't feel completely in control, then I will plant my fist in one spot and make short, shallow strokes by rotating the router into the cut with the other hand.
You can prevent tearout when using a router; its just a matter of the feed direction. There are two choices when it comes to the feed direction with a router: Climb-Cutting, and Push-Cutting.
Most of the time, I do not need a cleanup pass on the shaper, but the smaller the feeder, the more important this will be. If a cleanup pass is needed, you can either change the feed direction to chip-cut, or leave it in the climb-cut. I usually stay in the climb-cut direction.
© 2024 1000Bulbs.com | All Rights Reserved. 1475 Republic Pkwy Ste 100 Mesquite, TX 75150 Terms and Conditions | NEW Privacy Policy | Do Not Sell My Info Terms | NEW Privacy | Do Not Sell My Info
by WM Yan · 2023 · Cited by 10 — Experimental results show that the BP with TiN coating has a higher corrosion potential than those with TiN/Ti coatings, which implies TiN/Ti may have shorter ...



 0086-813-8127573
0086-813-8127573