
Scala - 70128 - Juniper Dress Boutique - 70128
Sfm calculator millingsteel
Aluminum 7075 is one of the aluminum alloys with the highest strength. This high-strength alloy exhibits good fatigue resistance, which is ideal for making parts for high-stress applications. Hence, the 7075 aluminum is the most popular aluminum alloy in aerospace applications. It also has aerospace-grade strength, which makes it ideal for making complex parts.
Aluminum is a versatile material metal commonly used in various industries for different purposes. It is soft, non-magnetic, and ductile in its purest form and you can alloy it with various elements, including magnesium, copper, and manganese, to create different alloys with varying improved properties.
Material Removal Rate (MRR), while not part of the cutting tool’s program, is a helpful way to calculate a tool’s efficiency. MRR takes into account two very important running parameters: Axial Depth of Cut (ADOC), or the distance a tool engages a workpiece along its centerline, and Radial Depth of Cut (RDOC), or the distance a tool is stepping over into a workpiece. The MRR calculation (seen below) relies on the calculated feed rate. The feed rate (IPM) is multiplied by the radial and axial depths of cut to produce the rate of removal.
Metric Speed and Feed Calculation. [code]. RPM= 1000 x m/min, = Please enter Speed and Diameter.
Aluminum CNC machining is a widely embraced product manufacturing process thanks to the unequaled potential of aluminum alloys. The alloys of aluminum have further improved aluminum’s characteristics and properties, making CNC aluminum machining an ideal manufacturing process.
I like that you mention how the right high-speed air spindles are needed to get the ones that match the calculations. When choosing the components, it would probably be a good idea to ensure you choose the right supplier. This could help you get custom machine spindles and other components that fit your equipment correctly to match the speeds or other aspects that you want.
3/4" Steel Black Phosphate External Retaining Ring-2/Pack · Offers proper fit, which is a great factor on the reliability and proper functionality · Available ...
Aluminum CNC machining helps to meet the stringent quality standards for precision and reliability in the aerospace industry. CNC-machined aluminum parts play pivotal roles in producing aero-structures like wing panels and fuselage sections.
I totally agree. 3.82 is not an “industry constant”. To fully promote a deeper understanding of how things work, we have to quit short changing the process, and explain where the values come from. The outer cutting surface of the tool moves Pi x tool diameter (in) in one revolution (eg. the equation of the circumference of a circle). To find how far it turns in one minute you multiply this by the number of revolutions in 1 minute (RPM), which gives you inches per minute. To convert that to feet per minute, you must divide by 12 inches in 1 foot. This gives you Tool Dia (in) x Pi (3.14159) x RPM/12. Taking the 12 and dividing by Pi gives you the 3.82, and the equation reduces to SFM=Tool Dia (in) x RPM/3.82.
PVD is a thin film deposition process in which atoms or molecules of a material are vaporized from a solid source in high vacuum and condense on a substrate.
Spindle speed equals cutting speed X 1000 divided by pi times tool diameter. Where: S = Spinde Speed (normally in RPM or RPS) V = Cutting Speed · Feed Rate ...
The presence of silicon in some aluminum alloys may make aluminum machining abrasive. As a result, you may experience rapid tool wear and consistent tool changes during aluminum CNC machining.
Solution: You must use the right cutting tools specifically designed for machining aluminum, including carbide or polycrystalline diamond (PCD) tools. You can also use cutting fluids to efficiently dissipate heat and reduce friction, ensuring superior surface finishes. You may need to secure the aluminum workpiece to minimize deflection and chatter during machining.
Aluminum CNC machining is amongst the top machining operations in terms of frequency of execution due to the material’s remarkable machinability. Manufacturers rely on aluminum CNC machining to make different precision aluminum parts that meet the intended applications’ requirements. The process involves using CNC routers to shape aluminum material into preferred shapes and dimensions.
Aluminum CNC machined parts are widely embraced in producing a broad range of consumer electronics products, including laptops, audio equipment, smartphones and tablets, and camera parts. Aluminum is suitable for making casings of laptops, smartphones, and tablets because it provides a smooth and lightweight design, protecting the internal components of electronic devices.
Solution: It is advisable to use high-quality tools with extraordinary hardness and toughness to mitigate frequent tool changes while increasing productivity. Also, coatings such as TiAlN (Titanium Aluminum Nitride) or TiCN (Titanium Carbo-Nitride) ensure improved tool life in high-temperature operations.
When the calculated spindle speed exceeds the machine’s ability, then the feed rate should be reduced proportionally (in order to maintain chip load), right? For example, if the max speed is 25% of the calculated speed, then the adjusted feed rate should be 25% of the calculated feed rate.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
The excellent machinability of aluminum alloys helps mitigate deformation risks during machining. Hence, it ensures higher accuracy in machining custom aluminum parts since CNC machines can easily achieve tight tolerances.
Moreover, this attribute makes aluminum suitable for manufacturers who want to recover expenditure or lower material wastage. Likewise, the recyclability of aluminum makes it a more environmentally friendly metal to machine.
The 3xxx series of aluminum has manganese as its principal alloying element. However, you can harden these aluminum alloys to achieve desirable hardness levels since these grades of aluminum cannot be heat-treated. For instance, the aluminum 3004 contains magnesium, and it is among the commonly used aluminum alloys in making beverage cans. Similarly, the 3003 is a general-purpose alloy with vast applications.
Hi Scott! Thanks for your feedback and question. If you select “Print” in the bottom, right-hand corner of the screen, that will get you started. Then, change the “Destination” field to “Save as PDF.” Hopefully that works for you – Please let us know if you have any other questions.
The following table calculates the speeds and feeds for this tool (#50308) and material (304 Stainless) for each operation, based on the chart above:
Besides, high-end audio equipment such as amplifiers, headphones, and speaker enclosures often house aluminum CNC machined parts. Aluminum is commonly used in this application since it can dampen vibrations. Also, aluminum CNC machined parts offer the desired strength and can dissipate heat in devices like cameras.
The automotive industry has benefitted immensely from the outstanding properties of aluminum in making different automotive parts and systems. Manufacturers and engineers in the automotive industry use aluminum CNC machined parts in automotive engineering, most especially in engine components, suspension systems, transmission housing, and electric vehicle components.
Aluminum alloys dissipate heat faster during CNC machining because of their high thermal conductivity. Consequently, this can lead to workpiece thermal deformation, low machining accuracy, and tool wear.
In the below graphic, Figure A is showcasing a linear path on a part, with a standard engagement. Figure’s B and C demonstrate the increase and decrease of engagement in non-linear, circular toolpaths. Utilizing identical feed rates between the three paths would generate three wildly different IPMs despite similar setups.
The following links have the most up to date information on running parameters for Harvey Tool, Helical, Titan USA, and CoreHog CNC products.
Adjusting depths of cut can decrease time in cut and overall production time, freeing up machines for additional manufacturing. An example of depth of cut adjustment is seen in High Efficiency Milling, where RDOC is decreased and ADOC is increased. In this method, MRR is increased while also reducing tool wear, leading to higher productivity and more parts per tool.
Although different grades of aluminum are suitable for various CNC machining applications, some exhibit more outstanding properties than others. This section discusses the best aluminum alloy for CNC processes
CNC drilling is a common technique used in creating holes in aluminum workpieces. It involves using a multi-point rotating cutting tool of a specific size to move in a straight line perpendicular to the material that needs drilling. This process is suitable for machining products that require assembly or accommodate screws and bolts.
You’re missing the point entirely. Of course the value is constant, but it shouldn’t be treated as a magic number (aka “industry standard”). Instead, the source of the rounded value should be explained, so people don’t have to try and remember yet another obscure number (it’s not like it helps you do the math in your head either if you round it). It’s 12 divided by PI.
Aluminum CNC parts are ideal for structural parts like engine components, airframe components, and landing gear in the aerospace industry since aluminum alloys offer good mechanical properties. Aluminum offers excellent strength-to-weight ratio and low weight, making it a widely used material in reducing aircraft weight.
SFM Calculatorturning
However, the abrasive nature of aluminum may result in more frequent tool changes, which may increase tooling costs. Conversely, steel is more ductile and requires more time and effort to machine, thereby increasing operating costs. In addition, machining steel typically increases tool wear and energy consumption. Despite these challenges, the longevity and durability of steel may be necessary in some applications.
Manufacturers and product engineers often encounter setbacks in aluminum CNC machining regardless of its remarkable machinability. This section discusses some of these challenges along with possible solutions:
From AT-Machining, I’m a CNC Machining Expert in this field for more than 20 years. We offer cost-effective machining services from China. Ask for a quote for your ongoing or upcoming projects now!
As such, it is advisable to partner with a CNC shop with the right machining tools to fabricate quality aluminum parts with high accuracy. Additionally, the machining service provider must have experience manufacturing aluminum parts and all the required quality certifications to ensure your parts meet the required quality standards.
This adjustment is even more important for circular interpolation. Take, for example, a threading application involving a cutter making a circular motion about a pre-drilled hole or boss. For internal adjustment, the feed rate must be lowered to account for the additional engagement. For external adjustment, the feed rate must be increased due to less tool engagement.
Aluminum alloys in this category exhibit lower corrosion resistance. Nevertheless, aluminum 2024 comprises manganese and magnesium, making it corrosion-resistant. Hence, it is a commonly used material in aerospace CNC machining.
Aluminum CNC machined parts pack outstanding qualities ideal for different industries and purposes. Here are some of the typical applications of these parts:
Generally, pure aluminum material contains 99 to 99.6% aluminum elements, with other alloying elements, including zinc, magnesium, silicon, manganese, and copper, making up the remaining percent. This section discusses the common aluminum alloys based on the primary alloying element:
CNC milling is an automated process that often fabricates aluminum parts by rotating a multi-point cutting tool along its axis while the workpiece remains fixed along its axis. The CNC router gradually removes material from the aluminum workpiece at a controlled pace, which can occur along multiple axes. You can achieve high tolerances when milling aluminum.
1/2" Dia, 60 Degree, 1 Flute, 1/4" Shank Dia, Uncoated, Series 601, General Application Countersink - 74013.
This guide has discussed the typical aluminum grades for CNC machining. Nevertheless, it is crucial to understand everything about CNC aluminum machining and identify the ideal aluminum alloy for your project to harness the full potential of aluminum in CNC machining.
SFM calculatorDrilling
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
The main alloying element of the 2xxx series of aluminum is copper. These are heat-treatable aluminum alloys made almost as hard and strong as steel with precipitation hardening. This heat treatment process increases yield strength in these aluminum alloys by heating the aluminum material to make precipitates of the other metals emerge from the metal.
It is easier to form and machine aluminum alloys than other metals. You can use machine tools to easily and quickly cut aluminum since it is soft and chips easily. Aluminum alloys are less expensive and require minimal power to machine.
However, it is not advisable to partner with a CNC machine shop without the required quality certification and CNC machines to achieve the desired precision and accuracy. Similarly, you should not outsource your custom aluminum parts to a partner with little or no experience handling such projects!
Millingspeed and feedCalculatorfree download
Having gone through this article, you should have realized that aluminum offers many desirable benefits and properties with CNC machining. However, choosing the ideal manufacturing partner to handle your aluminum CNC machining project is essential.
SFM is based on the various properties of the given material. Speed, referred to as Rotations Per Minute (RPM) is based off of the SFM and the cutting tool’s diameter. As SFM is tied to the properties of a material, it does not change based upon the operation being performed and remains constant despite changes in chip load calculation. The SFM calculation utilizes the industry standard of 3.82. Here, the cutter diameter of the chosen tool is multiplied by the speed or RPM. This figure is then divided by 3.82 to generate the SFM or Surface Feet per Minute.
Feed ratecalculator
CNC machining processes create constant chip load, considered waste materials since it’s a subtractive process. However, aluminum is highly recyclable; as a result, it requires cost, effort, and minimal energy to recycle.
Aluminum exhibits natural corrosion resistance in different atmospheric conditions. However, you can anodize your aluminum machined parts to enhance these properties. Also, it would help to understand different aluminum grades have varying resistance to corrosion. Nevertheless, the most widely used CNC machined grades have excellent corrosion resistance.
Sfm calculator millingrpm
Feed rates assume a linear motion. However, there are cases in which the path takes an arc, such as in a pocket corner or a circular interpolation. Just as increasing the DOC increases the angle of engagement on a tool, so does taking a nonlinear path. For an internal corner, more of the tool is engaged and, for an external corner, less is engaged. The feed rate must be appropriately compensated for the added or lessened engagement on the tool to provide the most effective and desired IPM for the chosen application.
Aluminum alloys offer varying properties that make them ideal for CNC machining applications. This section discusses the benefits of aluminum in CNC machining:
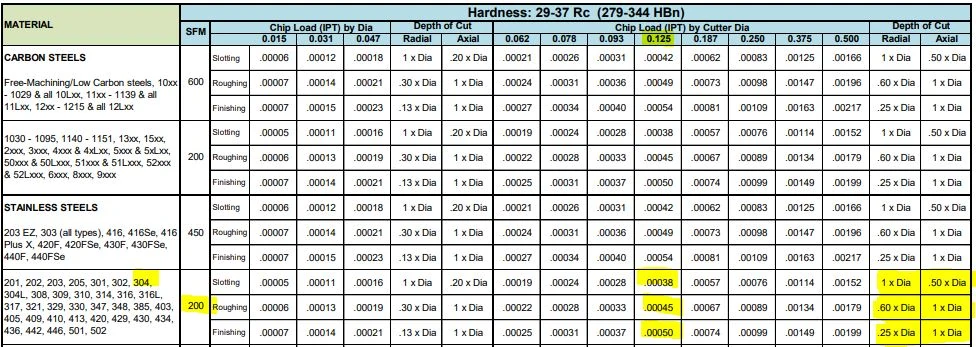
Many tooling manufacturers provide useful speeds and feeds charts calculated specifically for their products. For example, Harvey Tool provides the following chart for a 1/8” diameter end mill, tool #50308. A customer can find the SFM for the material on the left, in this case 304 stainless steel (highlighted in yellow). The chip load (per tooth) can be found by intersecting the tool diameter on the top (blue heading) with the material and operations (based on axial and radial depth of cut), highlighted in the image below.
Before using a cutting tool, it is necessary to understand tool cutting speeds and feed rates, more often referred to as “speeds and feeds.” Speeds and feeds are the cutting variables used in every milling operation and vary for each tool based on cutter diameter, operation, material, etc. Understanding the right speeds and feeds for your tool and operation before you start machining is critical. These are to be used to set baselines for a particular tool, ensuring proper performance without compromising part finish and tool life.
Great question! Yes, if your machine has a limitation and your calculated spindle speed (RPM) is higher than this limitation, you would need to recalculate the feed rate using the spindle speed (RPM) that works in your machine.
It is a constant, maybe not industry, but it is a constant because it is a math conversion and is always the same. Therefore it IS a constant and it is used mostly in the manufacturing and machining industry. So in conclusion, yes, it is an industry used constant
Jun 24, 2005 — If they are not listed in a standard then make your own Derived DB, but I'm not sure if how different ACME threads are to the other threads in ...
A Japanese-inspired, reimagined trim tool that-as the name implies, we truly think "does it all". No more switching between dozens of different trimming ...
It is first necessary to define each of these factors. Cutting speed, also referred to as surface speed, is the difference in speed between the tool and the workpiece, expressed in units of distance over time known as SFM (surface feet per minute). For set-ups with stationary workpieces, SFM is the speed at which a tool moves across the part in the cut. The speed difference must be calculated in set ups where the part and tool are both moving in multi-axis machining set-ups.
Aluminum CNC turning involves rotating the workpiece while the single-point cutting tool remains stationary along its axis. Either the cutting tool or the workpiece performs the feed motion against the other, depending on the machine to remove the material. The raw material rotates at high speed while the turning center removes material to create the desired shape.
Solution: Use a high-pressure coolant system in aluminum CNC machining to mitigate overheating. Likewise, you can reduce cutting speed to ensure low heat generation, preventing the thermal expansion of the workpiece.
1600 inserts will fit the same holder, reducing tooling costs. Similarly, the 3000 inserts have a common tool holder allowing all turning operations from one ...
As shown above, the cutter speed (RPM) is defined by the SFM (based on material) and the cutter diameter. With miniature tooling and/or certain materials the speed calculation sometimes yields an unrealistic spindle speed. For example, a .047” cutter in 6061 aluminum (SFM 1,000) would return a speed of ~81,000 RPM. Since this speed is only attainable with high speed air spindles, the full SFM of 1,000 may not be achievable. In a case like this, it is recommended that the tool is run at the machine’s max speed (that the machinist is comfortable with) and that the appropriate chip load for the diameter is maintained. This produces optimal parameters based on the machine’s top speed. All machines are unique and provide different max speed, therefore these calculations will vary from machine to machine.
Take this example, in which a Harvey Tool threadmill #70094, with a .370” cutter diameter, is machining a 9/16-18 internal thread in 17-4 stainless steel. The calculated speed is 2,064 RPM and the linear feed is 8.3 IPM. The thread diameter of a 9/16 thread is .562”, which is used for the inner and outer diameter in both adjustments. After plugging these values into the equations below, the adjusted internal feed becomes 2.8 IMP, while the external feed becomes 13.8 IPM.
SFMto RPMCalculator
A chip load that is too large can pack up chips in the cutter, causing poor chip evacuation and eventual breakage. A chip load that is too small can cause rubbing, chatter, tool deflection, and a poor overall cutting action. Finding the correct balance will not only allow for the most efficient cut possible, but also ensures the most efficiency in regard to tool wear. When calculating chip load per tool or IPR, the per tooth chip load is aptly multiplied by the number of flutes on the tool itself.
Aluminum 1xxx alloys comprise the highest pure aluminum content, with about 99% aluminum by weight. There is no particular alloying element; most of these alloys are almost pure aluminum. For instance, aluminum 1199 contains 99.99% aluminum by weight, which is ideal for making foil. Although these grades are the softest, you can harden them to make them stronger when continuously deformed.
Zinc and sometimes magnesium, chromium, and copper are the major alloying elements for these aluminum alloys. These aluminum grades can possess peak strength when subjected to precipitation hardening. 7xxx grades have typical applications in the aerospace industry due to their high strength.
Aluminum machined parts are compatible with extensive surface finishes such as chromate conversion coating, anodizing, powder coating, and painting to achieve the preferred custom appearance for your project.
AT-Machining is here for you whenever you need aluminum prototypes or custom aluminum machined parts for your applications. We are a leading CNC machining expert with a team of qualified and experienced machinists and engineers. We leverage our CNC aluminum machining expertise to offer CNC aluminum parts with tight tolerances and faster cycle time. Contact us now to get a quote for your project!
More importantly, use tools with sharp cutting edges and right rake angles to reduce friction. You can also check the cutting tools frequently for signs of wear and replace worn tools immediately to prevent workpiece damage.
Millingspeeds and feedscalculator
7075 is a popular grade with poor corrosion resistance than other aluminum alloys, even though it has more excellent resistance than 2xxx aluminum alloys. This alloy is universally applicable even though it is mainly utilized in aerospace parts machining.
The 8000 series encompasses aluminum alloys that don’t belong to any of the categories discussed earlier. These aluminum alloys can contain several other elements, such as lithium and iron. For instance, 8176 aluminum comprises 0.1% silicon and 0.6% iron by weight, and its typical application includes electrical wire.
These unique operations utilize much different depths of cut, with industry standardized terms as description. Slotting can be described as utilizing 180° of the diameter of the tool engaged in the cut. Roughing on the other hand will typically disperse both ADOC and RDOC relatively evenly. Finally, finishing operations will use substantially more axial depths of cut in relation to radial, leaving the best finish possible on the workpiece.
The cost of aluminum has a definite advantage over CNC machining of other metals such as steel. Aluminum’s raw material costs are typically lower than steel, which is reflected in the overall price. Aluminum is softer, making it easier and quicker to machining—typically taking only 1/2 to 1/4 the time required for steel parts. This efficiency cuts labor costs and accelerates production.
Pure aluminum possesses electrical conductivity of about 37.7 million Siemens per meter at room temperature. Aluminum alloys provide electrical conductivity for their parts, making them applicable for electrical components, even though they may exhibit lower conductivities than pure aluminum. However, aluminum alloys would be unsuitable if electrical conductivity is not a primary requirement of your machined part.
This article discusses aluminum CNC machining, the benefits of using aluminum for CNC machining, and the different grades of aluminum used in CNC machining. You’ll also learn about the standard aluminum CNC machining techniques and applications. Let’s get to it!
While speeds and feeds are common terms used in the programming of the cutter, the ideal running parameters are also influenced by a myriad of other variables. As speeds and feeds must be well-matched to be effective, the speed of the cutter is used in the calculation of the cutter’s feed rate, measured in Inches Per Minute (IPM). The other part of the equation is the chip load, or material being removed per revolution. It is important to note that chip load per tooth and chip load per tool are different:
Using this calculation, the effective cutter diameter is .155”, which would be used for all Speeds and Feeds calculations.
Aluminum is about one-third of steel’s density, making it a relatively light metal. Aluminum exhibits remarkably high strength even though has low weight. Hence, this high strength-to-weight ratio makes aluminum ideal for CNC machining automotive and aerospace applications.
I think there’s a typo in the material type cutting data chart. I believe it should display .125 not .0125 (as used in the example).
Great post! I found it really interesting to learn about the relationship between cutting speed and feed rate in machining. As a beginner machinist, I’ve been struggling to find the right balance between these factors to achieve the desired results. This post has helped me understand the principles behind it and I can’t wait to try out some of the techniques you’ve mentioned. Thanks for sharing!
On angled tools the cutter diameter changes along the LOC. For example, Helical tool #07001, a flat-ended chamfer cutter with helical flutes, has a tip diameter of .060” and a major/shank diameter of .250”. In a scenario where it was being used to create a 60° edge break, the actual cutting action would happen somewhere between the tip and major/shank diameters. To compensate, the equation below can be used to find the average diameter along the chamfer.
The 6xxx series comprises silicon and magnesium as its major alloying elements. You can easily machine the 6000 series aluminum alloys, which are precipitation-hardened. Most aluminum alloys in this series, especially the 6061, have high applications and good corrosion resistance. It is widely used for structural and aerospace applications.
Each operation recommends a unique chip load per the depths of cut depending on the operation, thus resulting in different feed rates for the desired application. Since the SFM is based on the material, it will always remain constant for each of the three defined operations.
While many of the cutting parameters are set by the tool and workpiece material, the depths of cut taken also affect the feed rate of the tool. The depths of cuts are dictated by the operation being performed – this is often broken down into slotting, roughing, and finishing, though there are many other more specific types of operations.
Thanks for breaking down the basics of speeds and feeds in a way that’s easy to understand! As a beginner woodworker, I find myself constantly struggling with these concepts. Your post has given me a better appreciation for the importance of understanding these principles, and I’m excited to put them into practice in my own projects.
These calculations are useful guidelines for running a cutting tool optimally in various applications and materials. However, the tool manufacturer’s recommended parameters are the best place to start for initial numbers and to set a baseline for the best tool performance. After that, it is up to the machinist’s eyes, ears, and experience to help determine the best running parameters, which will vary by set-up, tool, machine, and chosen material. No operation is exactly the same, and nothing occurs in a vacuum. Experience and continued learning will always aid machinists in ensuring the most efficient performance possible in the cut.
Aluminum’s high malleability can result in complications like poor surface finish, burrs, and chip formation during aluminum CNC machining. Built-up edges often occur as the material sticks to the cutting tool. Consequently, it results in reduced tool life.
on the initial feeds and speeds formulas the 3.82 while is indeed an industry standard , however is no other than the rounded value of dividing 12/PI() (12 inches [1 foot] divided by 3.14159….).
The 5000 series has magnesium as its primary alloying element. These aluminum grades exhibit good resistance to corrosion. Therefore, they are well-suited for marine or other applications that expose aluminum to extreme elements. However, aluminum 5083 is an alloy commonly employed in marine applications.
The aluminum 6061 is widely embraced in general manufacturing, architecture, consumer goods, and aerospace industries due to its versatility and outstanding weldability. This medium-strength alloy is heat-treatable and offers high corrosion resistance. You can machine this aluminum alloy with different techniques and exhibit exceptional workability in the annealed condition.
Mar 25, 2024 — Enter the stock diameter and rotations per minute (RPM) into the calculator to determine the surface speed.
Silicon is the major alloying element of the 4000 series of aluminum. The silicon content results in a low melting point of 4xxx aluminum grades. Aluminum 4047 is perfect for sheet and cladding in construction, while aluminum 4043 is ideal as filler rod material for welding 6000 series alloys.
Aluminum is a non-ferrous metal commonly used in different applications. Manufacturers often utilize aluminum for various products because it is inexpensive, non-toxic, recyclable, and machinable, making it ideal for CNC machining. However, it is crucial to understand aluminum CNC machining to exploit its full potential of aluminum.
The tool’s depth of cuts and the rate at which it is cutting can be used to calculate how many cubic inches per minute (in3/min) are being removed from a workpiece. This equation is extremely useful for comparing cutting tools and examining how cycle times can be improved. Decreased cycle times leads to higher productivity within a shop, which is what all machinists aim for during production.
The lightweight, durability, and strength of aluminum alloys make CNC-machined aluminum parts ideal for reducing overall vehicle weight and ensuring the durability of vehicles.
45 degree lead angle allows an increase of feedrate by 50% over 90 degree face mill and also allows this face mill to used on smaller horse power mills.
An adjustment in internal feed subtracts the differences in cutter diameters from the differences in outer diameters before dividing by the outer dia. difference. On the other hand, adjusting for external feed adds the differences between cutter diameters to the differences in inner diameters before dividing by the inner dia. difference.



 0086-813-8127573
0086-813-8127573