
Single Angle Cutter - Tool #90-1120 - angle cutter tool
Runoutdefinition engineering
This formula is used to calculate the feed per tooth from the table feed per minute (feed rate), the number of teeth, and the spindle speed. Example: Table feed per minute (vf) = 450 mm/minNumber of teeth (z) = 10Spindle speed (n) = 600 min-1In this case, the feed per tooth (f) is 0.075 mm/t.
1. Attach the base to one of the lathe weighs and place the tip of the indicator perpendicular to the inside wall of the morse taper.
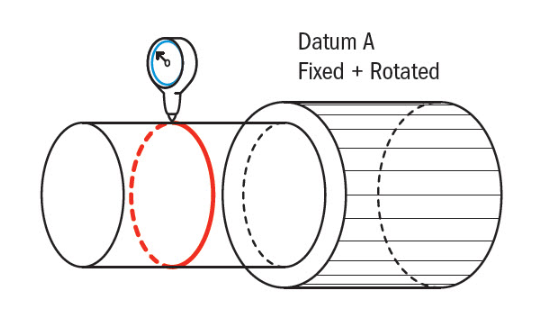
Totalrunout
Runout is an important term in GD&T for circular parts, what is runout and how total runout tolerance applied? The article also shows how to measure or check lathe runout.
How to measurerunout
Runoutvs totalrunout
This formula is used to calculate the machining time from the total table feed length and the table feed per minute (feed rate). Example of finishing a block of FC200 cast iron to have a flat surface of: Width = 150 mLength = 250 mmFace milling conditions used: Feed per tooth (fz) = 0.35 mmNumber of teeth (z) = 12Spindle speed (n) = 200 min-1Cutting speed (vc) = 120 m/minFace mill diameter (D1) = 220 mmIn this case, the table feed per minute (vf) and the total table feed length (L) are:vf = 0.35 × 12 × 200 = 840 mm/minL = 350 + 220 = 570 mmSubstitute these values into the formula: Tc = L ÷ vf = 570 ÷ 1120 = 0.679 (min) × 60 = 40.74 (sec)The machining time (Tc) is approximately 40.74 seconds.
Please send us the details of quantity, structure, material, color and other specifications in order to get an accurate quotation.
- Axial run-out: is created as the tool or part being at an angle to the axis. For example, the drill chuck not hold the drill to be parallel with the axis.
This page introduces formulas for calculating basic parameters necessary for face milling. The figures obtained from the calculation are for reference only. The conditions for machining depend on the machine tool you are using. Use the optimal conditions according to your actual machining circumstances.
The tools required for measuring lathe runout are a dial test indicator and a magnetic base, or other bases to hold the indicator.
Runoutsymbol
What is runoutin machining
Runout (Run-out) is the error of rotating mechanical system, especially the rotation direction of tool or shaft is not completely consistent with the main axis, its often applied to assembled parts with circular cross-sections, such as drill bit and segmented shafts. The lathe runout is used to control the position of the CNC turned part feature relative to its axis and limit the axis offset of two parts. Runout is dynamic, in the drilling process, it will cause the increased diameter of the hole as the drill bit rotates eccentrically. Runout tolerance is the maximum allowable runout when the associated actual feature rotates around the reference axis for one or several times.
This formula is used to calculate the table feed per minute (feed rate) from the feed per tooth, the number of teeth, and the spindle speed. Example: Feed per tooth (fz) = 0.2 mm/toothNumber of teeth (z) = 8Spindle speed (n) = 600 min-1In this case, the table feed rate is 960 mm/min.
If you have no dial indicator on hand, you can move your tool rest to within .025" of the chuck at its center point. Then put a straight edge on the tool rest and against the chuck. Rotate the chuck, observe the motion of the straight edge and gaps between the chuck and straight edge, check it when the largest gap appears, and that is the run-out.
The actual part to be measured make continuous rotation around the reference axis without axial movement, and the indicator moves continuously along the ideal prime line. The difference between the maximum and minimum readings measured by the indicator in a given direction is the total runout. It’s a complex tolerance that controls the straightness, angularity, profile and other geometric variation, and usually applies to an entire surface instead of individual circular elements.
DAJIN provides excellent quality turning services, precision turned parts, offering professional machining services at competitive price and on timely delivery. With our extensive machining capabilities, we produce the most challenging precision machining parts covering all Industries especially in mass production in automotive industry.
What is runoutin GD&T
This formula is used to calculate the cutting speed from the spindle speed and the outer diameter of the cutter. Example: Cutter diameter (DC) = 100 mmSpindle speed (n) = 400 min-1In this case, the cutting speed (vc) is approximately 125.6 m/min.
This formula is used to calculate the net power required for face milling based on the depth and width of cut, the table feed per minute, the specific cutting force, and the machine efficiency. Example of calculating the net power required to cut tool steel with: Depth of cut (ap) = 5 mmWidth of cut (ae) = 70 mmTable feed per minute (vf) = 300 mm/min Other conditions: Specific cutting force (Kc) = 1800 MPaMachine efficiency (η) = 80% (0.8)Cutting speed (vc) = 80 m/minCutter diameter (DC) = 250 mmNumber of teeth (z) = 16 In this case, first you calculate the spindle speed (n) and then the feed per tooth of the cutter (fz). Spindle speed (n) = 1000・vc ÷ π・D = (1000 × 80) ÷ (3.14 × 250) = 101.91 min-1Feed per tooth (fz) = vf ÷ (Z × n) = 300 ÷ (16 × 101.91) = 0.184 mm/toothSubstitute the above into the formula: Pc = (5 × 70 × 300 × 1800) ÷ (60 × 106× 0.8) = 3.937 kwThe net power required for face milling (Pc) is approximately 3.94 kW.



 0086-813-8127573
0086-813-8127573