
Source Filmmaker - Fanon Kingdom Wiki - what is sfm
A detailed analysis of tool damage can be conducted using a chart that correlates speed and feed with various types of wear. The vertical axis represents cutting speed (a primary factor in heat-related issues), while the horizontal axis represents feed rate (a key factor in load-related issues).
Carbideinsert
“We can think of speed as heat and feed as load and start that as our process of elimination and investigation,” Jason explains. This structured approach helps machinists systematically diagnose the root causes of wear and implement effective solutions.
Carpet Clean Mills Technique is a well-established service in the commercial and residential carpet cleaning industry. This perfected system has been ...
HUM – Universal Medium For medium-duty turning operations. Soft-cutting chip breaker. Used in applications producing varying chip sections, such as profile or copy turning. Good dimensional accuracy. For soft steel materials and stainless steels.
CBNTurninginserts
“It’s not about taking your speeds and feeds to the maximum or bringing them all the way down to the minimum. It’s about trying to find that sweet spot that allows you to maximize your productivity and your tool life,” says Jason from Kyocera SGS, who works in Research and Development.
HMR – Light to Medium Roughing For light to medium roughing of steels, difficult-to-machine high-alloy titanium, and aluminum materials. High strength to deal with heavy chip deformation.
As machinists, we know that pushing beyond the provided parameters can sometimes yield better productivity, but it’s a balancing act. We have to tread carefully, adjusting parameters based on real-world results to avoid adverse effects. This delicate balance between caution and efficiency is what makes our work both challenging and rewarding.
Tungaloy CBN inserts
Kennametal Solid Carbide End Mills are designed to perform in the most demanding environments. Whether you're looking for an end mill for aluminum, ...
This insert has 3 cutting edges per side. The 80° cutting angle provides high cutting-edge strength for roughing, but the depth of cut is limited by the short cutting edge.
Tool wear can be attributed to four primary sources: thermal, abrasive, chemical, and load. For simplicity, we can narrow these down to two main categories: heat and load. Understanding these categories is essential for diagnosing and addressing tool wear effectively.
TurningTool Holder
CCET – Finishing Positive (Single-Sided) For finishing turning operations, with optimal chip control over a wide range of cutting conditions and workpiece materials.
There are many variables that go into choosing the correct insert for your turning operations: insert shape, geometry, grade, and more. The goal is to select an insert that meets your requirements for quality and performance, while providing good chip control, and a reasonable combination of wear resistance and toughness.
HFF – Fine Finishing For finish turning, producing smooth, accurate surfaces. Very good chip control, especially at low depths of cut


This price includes shipping cost, export and import duties, insurance, and any other expenses incurred during shipping to a location in France agreed with you as a buyer. No other mandatory costs can be added to the delivery of a Haas CNC Product.
Drill bits for hardened steel work and abrasive materials in the 42-65 Rockwell C range. Call us at 1-800-350-TOOL (8665) or shop online today.
3/8 in Mill Diameter Metalworking Finishing End Mills · 6 GARR SOLID CARBIDE CORNER RADIUS LR END MILLS 1/4" X . · 5 NEW! · 5 PCS 3/8" 4 FLUTE CARBIDE END MILL ...
Choose the insert grade (coatings) based on the type of material being cut, the specific machining operation (finishing, medium, roughing), and the cutting conditions (smooth, lightly interrupted, heavily interrupted). The insert grade and the chip breaker complement each other to provide specific performance characteristics. A tougher grade can compensate for a cutting edge with less strength, while a more wear resistant grade can provide longer tool life on a stronger cutting edge.
HMU – Medium Universal A medium universal geometry with a soft cutting action due to its positive geometry. Has a versatile application range, and is suited for turning unstable components and for boring applications.
The smaller point angle of this insert is more versatile for finishing and detail work, but it has less cutting-edge strength than other geometries.
Balancing speed and feed is essential for optimizing CNC machining processes. By understanding and adjusting these parameters, machinists can enhance tool performance and extend tool life. This analysis underscores the importance of continual adjustment and observation to achieve the optimal balance.
Tungaloyinsert grades
HFP – Finishing Positive (Single-Sided) For finishing to medium turning operations, with optimal chip control over a wide range of cutting conditions and workpiece materials.
“Always trying to work our speed and feed in balance to achieve that safe zone found in the center of this chart,” advises Jason. This balance is key to maintaining a safe zone that minimizes wear and damage and optimizes machining processes.
Choose the insert style (shape and size) based on the features of the part and the desired depth of cut. A larger nose radius is stronger, but requires more machine power, and increases the tendency for vibration. A smaller nose radius increases the access to fine part features, but has a weaker cutting edge.
The smaller point angle of this insert is more versatile for finishing and detail work, but it has less cutting-edge strength than other geometries.
HMS – Medium High-Temp For medium machining in high-temp materials. Utilizes a micro-finished edge preparation to increase edge toughness.
For external machining and facing. The large point angle is very rigid, and good for rough machining. This is the most commonly used insert.
InsertCutter milling
Choose the chip breaker (geometry) based on the selected machining operation: finishing, medium, or roughing. Roughing with high depths of cut and feedrates requires an insert with a stronger cutting edge.
You can use the Cargo drones. I'm literally playing every mission with Wrench and with his cargo done to fly me everywhere.
It’s important to note that RPM is a resultant value influenced by both the surface speed (or cutting speed, SFM) and the cutter diameter. Surface speed is a more precise and practical metric for CNC machining as it directly relates to the tool’s interaction with the material. Focusing on surface speed can provide a more consistent basis for optimizing machining parameters.
Aug 1, 2023 — Several Drill rappers have made their mark in the world of drill ... style, which sets it apart from traditional rap. As the genre ...
For a brief look at other causes of tool wear and strategies on prolonging tool life, refer to our article on “Maximizing Tool Life: 12 Strategies.” This resource provides insights and practical tips that complement the principles discussed here.
Finishing operations with light depths of cut and lower feedrates produce lower cutting forces, so cutting-edge strength is not as important. Medium turning operations, with a wide range of depths of cut and feedrate, require a more versatile geometry.
Explore our SGS branded high-performance and versatile solid round tooling options. Our quality tooling not only ensures precision but also minimizes downtime, allowing for increased material removal per hour. Explore a range of options including end mills, drills, routers, countersinks, and more to find the perfect tools for your specific needs.
Whatever your project or method, we have the right thread milling tool for you. For internal, external and small part machining, and medical solutions.
Curious about bit length. I've been thinking about one of these, but do I need to use a second drill bit to make the hole deep enough for my ...
Machinists require reliable solutions to tackle intricate tasks efficiently. Indexable tooling provides exceptional flexibility, quality, durability, and delivers high-performance results. Customize your tooling for specific tasks by choosing the ideal combination of inserts and holders to optimize performance.
Material adhesion occurs at low cutting speeds and low feed rates, where the material has sufficient time and heat to weld itself to the cutting tool.
Shop for Max Tools in Home Improvement at Walmart and save.
HRH – Roughing Heavy For medium-duty to roughing. Outstanding chip control. High edge strength for interrupted cuts, forging skin, or scale. Preferred for all cast iron, such as gray, malleable, and nodular.
HUF – Ultra-Fine Finishing For finishing, with a positive cutting edge for reduced cutting forces and superior surface quality.
Additionally, investing in quality tools is crucial for achieving optimal results. Tools from the KSPT Group offer excellent high performance options for both indexable and solid round tools, providing durability and precision that can withstand the rigors of varied machining conditions.
For internal machining. The 60° cutting angle provides medium cutting-edge strength that allows for both ID roughing and finishing applications.
Roundinsert turningtool
Hardening is accomplished by heating the steel above its critical temperature (which varies with the specific composition of the steel), and ...
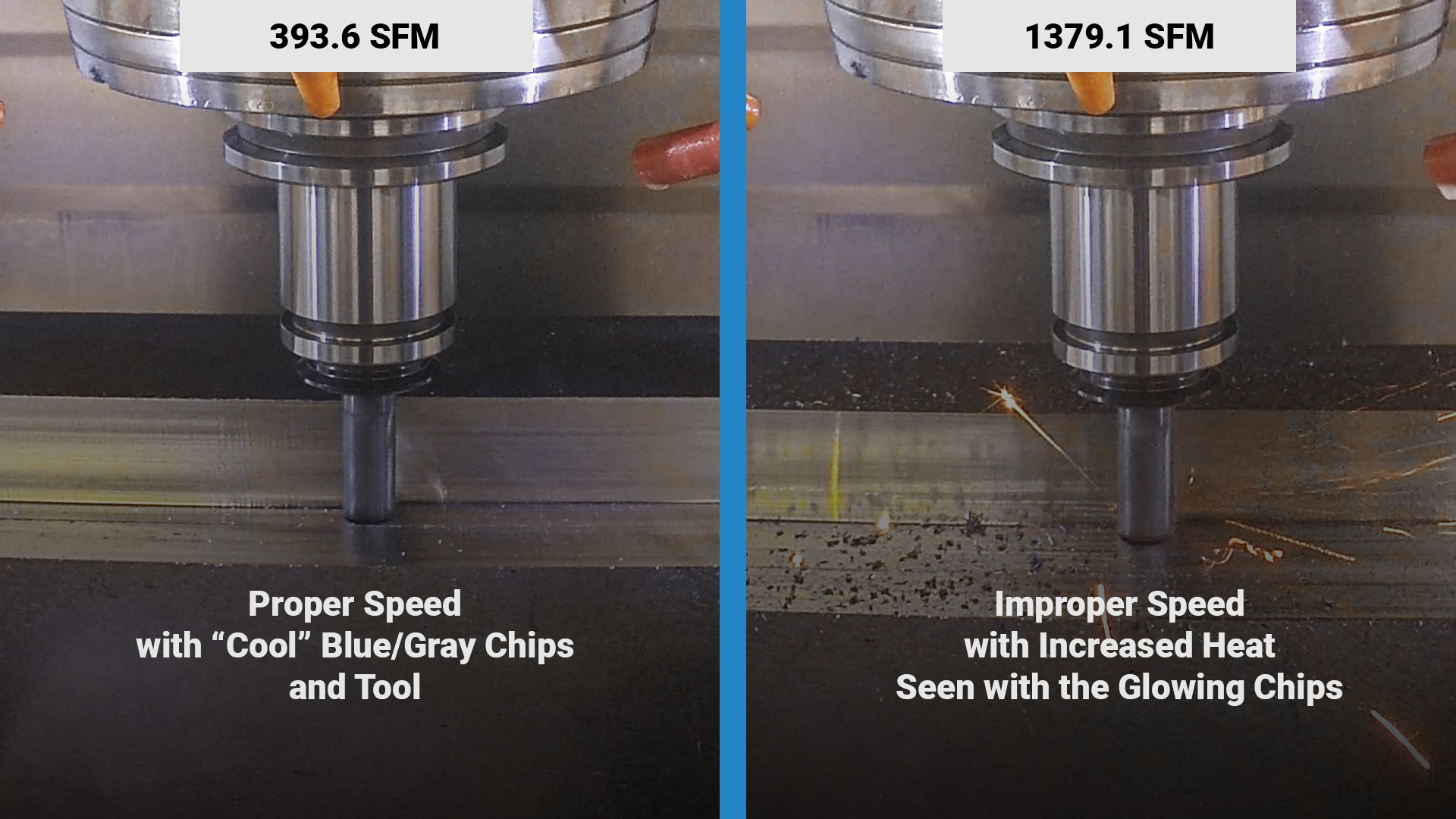
By varying speed while maintaining a constant feed rate, one can observe the impact of increased speed on heat generation. Higher speeds result in greater heat during machining, which can lead to thermal wear.
Conversely, varying the feed rate while keeping the speed constant illustrates how different feed rates impact the load exerted on the tool. Excessive load can cause mechanical stress and lead to wear.
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
Speed and feed are fundamental to the machining process. Speed, or revolutions per minute (RPM), refers to the rotational speed of the tool or the workpiece. Feed, on the other hand, is the rate at which the tool advances into the material. Synchronizing these two parameters is crucial; an imbalance can lead to rapid tool wear and suboptimal machining results.
HMP – Medium Positive (Single-Sided) For medium to rough turning, with reduced cutting forces and improved chip control for high feedrates. Suitable for high metal removal rates.
Tungaloy inserts catalog
In the realm of CNC machining, tool wear and damage are perpetual challenges that can significantly impact productivity and tool longevity. The primary factors influencing these issues are speed and feed. This article delves into these concepts, providing CNC machinists with a detailed exploration of how to balance these parameters for optimal performance.
The key to maximizing both productivity and tool life lies in finding the “sweet spot” between speed and feed. While manufacturers provide speed and feed charts as a baseline, these are conservative estimates that often do not account for the numerous variables present in real-world machining environments.
HFS – Finishing High-Temp For finishing applications. Ground periphery with positive cutting edge. Ideally suited for high-temp alloys. Micro-finished edge on the ground periphery adds just a slight hone for improved edge integrity and reliability.
HUR – Universal Roughing Roughing geometry, with smooth chip forming and improved coolant flow for increased tool life. Positive geometry reduces cutting forces, and improves depth-of-cut notching resistance. Ideally suited for stainless steel applications, and for smooth machining of steel.



 0086-813-8127573
0086-813-8127573