
Tech Tip: Understanding Milling Insert Nomenclature - carbide milling insert chart
3/16" 3 ... 1-1/16" End Mill, High Speed Steel 2-Flute, 3/4" Shank, by MDX. Brand New.
Smallestend millsize
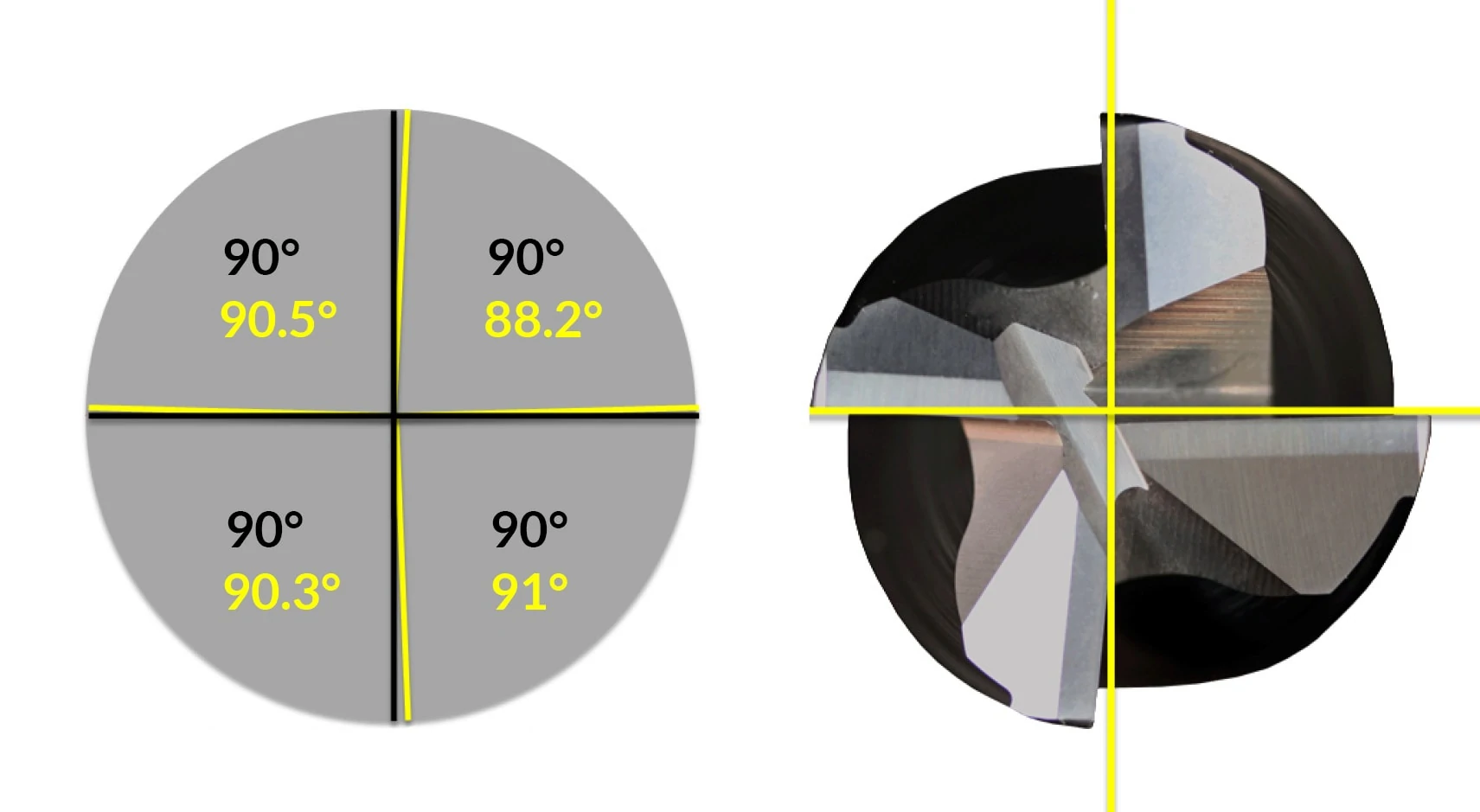
Pitch is the degree of radial separation between the cutting edges at a given point along the length of cut, most visible on the end of the end mill. Using a 4-flute tool with an even pitch as an example, each flute would be separated by 90°. Similar to a variable helix, variable pitch tools have non-constant flute spacing, which helps to break up harmonics and reduce chatter. The spacing can be minor but still able to achieve the desired effect. Using a 4-flute tool with variable pitch as an example, the flutes could be spaced at 90.5 degrees, 88.2 degrees, 90.3 degrees, and 91 degrees (totaling 360°).
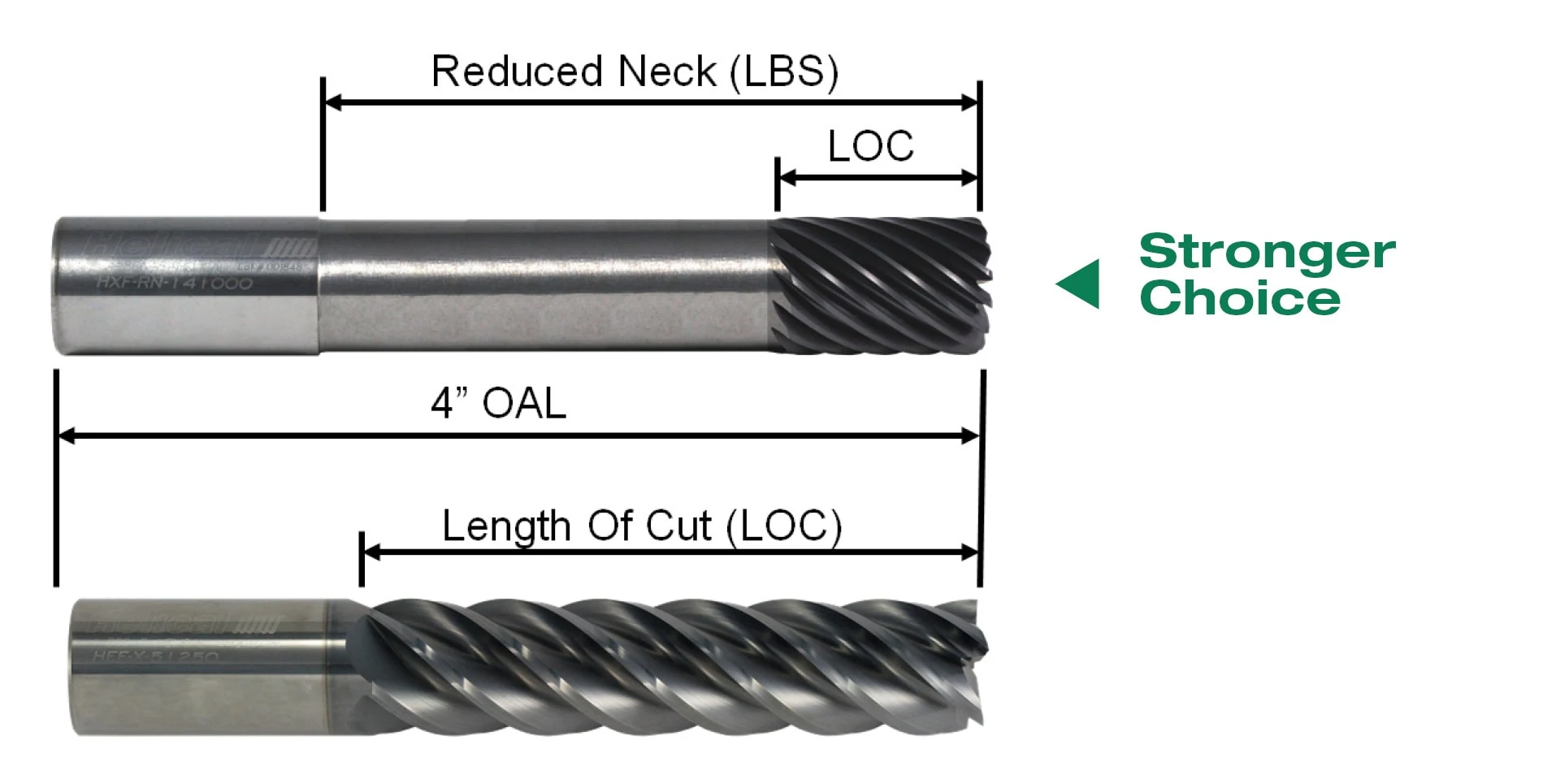
The overall reach of an end mill, or length below shank (LBS), is a dimension that describes the necked length of reached tools. It is measured from the start of the necked portion to the bottom of the cutting end of the tool. The neck relief allows space for chip evacuation and prevents the shank from rubbing in deep-pocket milling applications. This is illustrated in the photo below of a tool with a reduced neck.
Overall length is easy to decipher, as it is simply the measurement between the two axial ends of the tool. This differs from the length of cut (LOC), which is a measurement of the functional cutting depth in the axial direction and does not include other parts of the tool, such as its shank.
When it comes to a lower helix removing chips faster, we tend to disagree. As a helix becomes shallower, the vertical forces on each chip become less and are therefore unable to lift chips as quickly. As a helix becomes less and less, there is less lifting force on the chips and they are moved vertically at a far slower rate. A higher helix will actually lift chips more than a lower helix.
A handy titanium multi-tool has you covered with a variety of uses. Available with a straight or angled sheath. Features: Multi-tool ...
The cutter diameter is often the first thing machinists look for when choosing a tool for their job. This dimension refers to the diameter of the theoretical circle formed by the cutting edges as the tool rotates.
End Mill
Hi, can Harvey provide some information on and details about Clearance angle, rake angle, and number of flutes together with some parameter of the geometrical features ?
Drill bit size chart
I really like how well you went into detail with each of the bits of a mill. I would bet that people only know about the flute, and even then, may not know that it’s called that. As you said, having the proper helix angle would be quite important when trying to go through certain materials as with a wrong angle, you might struggle to cut the material.
Finally, to provide more clarity on your point that chips must be lifted up through the flutes to be evacuated, this is correct for drills as there is nowhere else for the chips to go. For end mills, especially in low radial engagement situations such as with HEM, chips are ejected radially and are not really getting the chance to move up through the flutes. That small amount of vertical motion will actually be more with a higher helix.
Oct 21, 2021 — If you process complex and precise aluminum parts or models, the 5 axis aluminum parts machining center is your best choice. A five axis CNC ...
Jul 15, 2013 — 1 Answer 1 ... Like many substances, carbon fiber can be recycled, but it may (currently) be better described as downcycling, vs. recycling.
The shank diameter is the width of the shank – the non-cutting end of the tool that is held by the tool holder. This measurement is important to note when choosing a tool to ensure that the shank is the correct size for the holder being used. Shank diameters require tight tolerances and concentricity in order to fit properly into any holder.
End Millcutter sizes in mm
Jinan Sharp Drill Machinery Tools Co., Ltd. is a comprehensive trading company, Our company operates a variety of CNC lathe turning tools, such as carbide inserts, U drills, milling cutters, tool holders, drill bits, Milling cutter Products such as disks, shim pads, screws, etc., in China we have the advantage of supply in the market.I also many brands, such as: Sandvik SECO, ISCAR, Walter, Kennametal, Sumitomo, Taikoo Tefu, Mitsubishi, DESKAR, ZCC. CT, Hadstone, etc. We are factory direct sales, it only takes a short time to get the goods, saving a lot of procurement time and avoiding unnecessary procurement costs. High-quality processing of stainless steel, hard materials, ordinary steel parts, we conduct experiments in the physical factory to ensure the best quality of each product. Here, you can purchase any desired product, CNC lathe machine parts, tools, measuring tools, one-stop purchase to solve yourProduct Detail.For cutting and parting turning tool holders, our tool holders are strong, reduce chatter and vibration, increase machiningspeed, and improve process safety. Significantly increase productivity for you to shorten overhang.Our advantages.1,Product: Long tool life, favorable reduction of tool holder consumption and cost placement. Also avoid defects caused bywelding and grinding high temperature.2,Value: high quality and low price; increase efficiency, greatly reduce downtime and tool change time.3,Purpose: Customer first is our purpose, and we provide the best one-stop service4,Convenience: we accept Western Union, T/T, PayPal5,Cooperation: We reply to inquiries promptly with our professional technology and rich experience in production and export6,Value-added service: after-sales service, on-time delivery
End millspecification
A moderate helix angle of 40° would result in a tool able to perform basic roughing, slotting, and finishing operations with good results. Implementing a helix angle that varies slightly between flutes is a technique used to combat chatter in some high-performance tooling. A variable helix creates irregular timing between cuts, and can dampen reverberations that could otherwise lead to chatter.
Dec 16, 2004 — Hence, the formula sfm * 3.82 / diameter = rpm. ... Most people can remember 3.82, or 4. Yet, I still use Cimco Feed and Speed Calculator. biggrin ...
Flutes are the easiest part of the end mill to recognize. These are the deep spiraled grooves in the tool that allow for chip formation and evacuation. Simply put, flutes are the part of the anatomy that allows the end mill to cut on its edge.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
Thank you for reaching out. The best way to get an answer would be to send an email to [email protected] or giving our technical support a call at 800-645-5609.
Not having done very much research into the Variable pitch of Endmills, I just learned a nice little piece of information for my future Milling tasks! I also appreciate the explanation you have given here, great Info for anyone! Thanks again Harvey Tool!
We thought you raised a great point about the high helix angle and how it wraps around the tool faster, making for an aggressive cut, and we agree that this could be misleading. We’ll rework this portion to provide more clarity. What we meant was that there are merits to using a high helix tool in an HEM fashion, since a higher helix causes more points of contact between the tool and the workpiece. This helps to provide stability to cut faster, and even provide more stability in thin wall applications. When we say “aggressive,” we’re referring more the nature of a high helix and less its use in HEM, specifically. A higher helix is more aggressive than a lower helix due to higher shear forces on the workpiece, and higher lifting forces, which can get too high in certain workholding situations.
One consideration that must be made during tool selection is flute count, something we have previously covered in depth. Generally, the lower the flute count, the larger the flute valley – the empty space between cutting edges. This void affects tool strength, but also allows for larger chips with heavier depths of cut, ideal for soft or gummy materials like aluminum. When machining harder materials such as steel, tool strength becomes a larger factor, and higher flute counts are often utilized.
Helical Solutions has two different styles of reached end mills for roughing. We currently have a 3 Flute 45 degree chipbreaker rougher for aluminum and a 4 or 5 flute end mill with knuckle roughers for steel both of these end mills are reached.
An end mill features many different dimensions that can be listed in a tool description. It is important to understand how each dimension can impact tool selection, and how even small choices can make all the difference when the tool is in motion.
Standard End Millsizes metric
What should you know before using a milling machine? Milling machines can be dangerous if not used properly.
M Otkur · 2007 · 157 — This study contains the development of an analytical model for the prediction of the cutting forces in trochoidal milling.
This type of tooling features flutes with no flat bottom, rounded off at the end creating a “ball nose” at the tip of the tool.
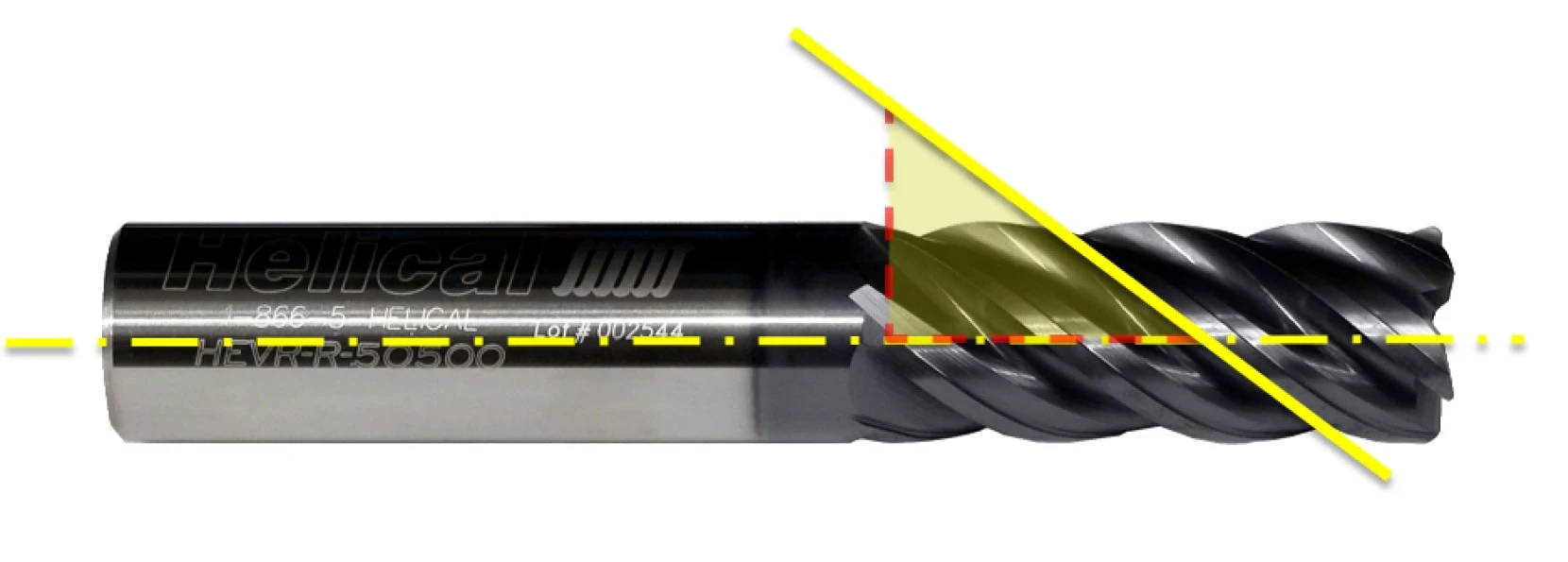
The helix angle of a tool is measured by the angle formed between the centerline of the tool and a straight line tangent along the cutting edge. A higher helix angle used for finishing (45°, for example) wraps around the tool faster and makes for a more aggressive cut. A lower helix angle (35°) wraps slower and would have a stronger cutting edge, optimized for the toughest roughing applications.
This type of tooling breaks up a sharp corner with a radius form. This rounding helps distribute cutting forces more evenly across the corner, helping to prevent wear or chipping while prolonging functional tool life. A tool with larger radii can also be referred to as “bull nose.”
20231130 — Ever heard of Olson Putters? From a small shop in Fortuna, CA to Scottie Scheffler's bag this week - Logan Olson's dream of disrupting the ...
physician-scientist, author, editor. Ground Truths: https://t.co/YhatcBT0hA.
If you give our tech team a call, we’d be happy to help you with any tooling question you might have. You can reach us at 800-645-5609.
Milling - Our wide, innovative and powerful range of solid end mills and milling cutters and inserts is well known in the industry.
Standard End Millsizes chart
I just don’t get this. How is the endmill with the higher helix angle going to cut “more aggressively”? An endmill with a lower helix angle should lift the chip further with each revolution. Wouldn’t this make for a more aggressive cut, particullarly when plunging or machining a slot? Please explain.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Anyone make a roughing endmill in the, “reached endmill” style? That would have been super useful in cutting a groove in a group of parts I just did.
The profile refers to the shape of the cutting end of the tool. It is typically one of three options: square, corner radius, and ball.



 0086-813-8127573
0086-813-8127573