
Titan Manufacturing & Distributing | See Full Importer History - titan manufacturing and distribution
Turninginserts types
A center drill is a good choice on more dense metals, but it would not be practical for a softer metal. A spot drill can do the job just as efficiently. Spot drills can also be used for plastics and wood products. Tight areas are benefited by the use of a spot drill. This bit can effectively make a hole without splitting or breaking the material.The spot drill will also increase the accuracy of the secondary drill, or the drill that is to be used afterward on the same hole.
A center drill is a shorter, thicker drill with a tapered, or cone shaped end that is much thinner than the shaft of the drill. This end of the drill is used to create a starting point for another drill. The center drill can also drill an indentation so that a screw will lay flush with the surface. A center drill also does not catch or grab the surface being drilled. A center drill is also referred to as a combined drill or a countersink.
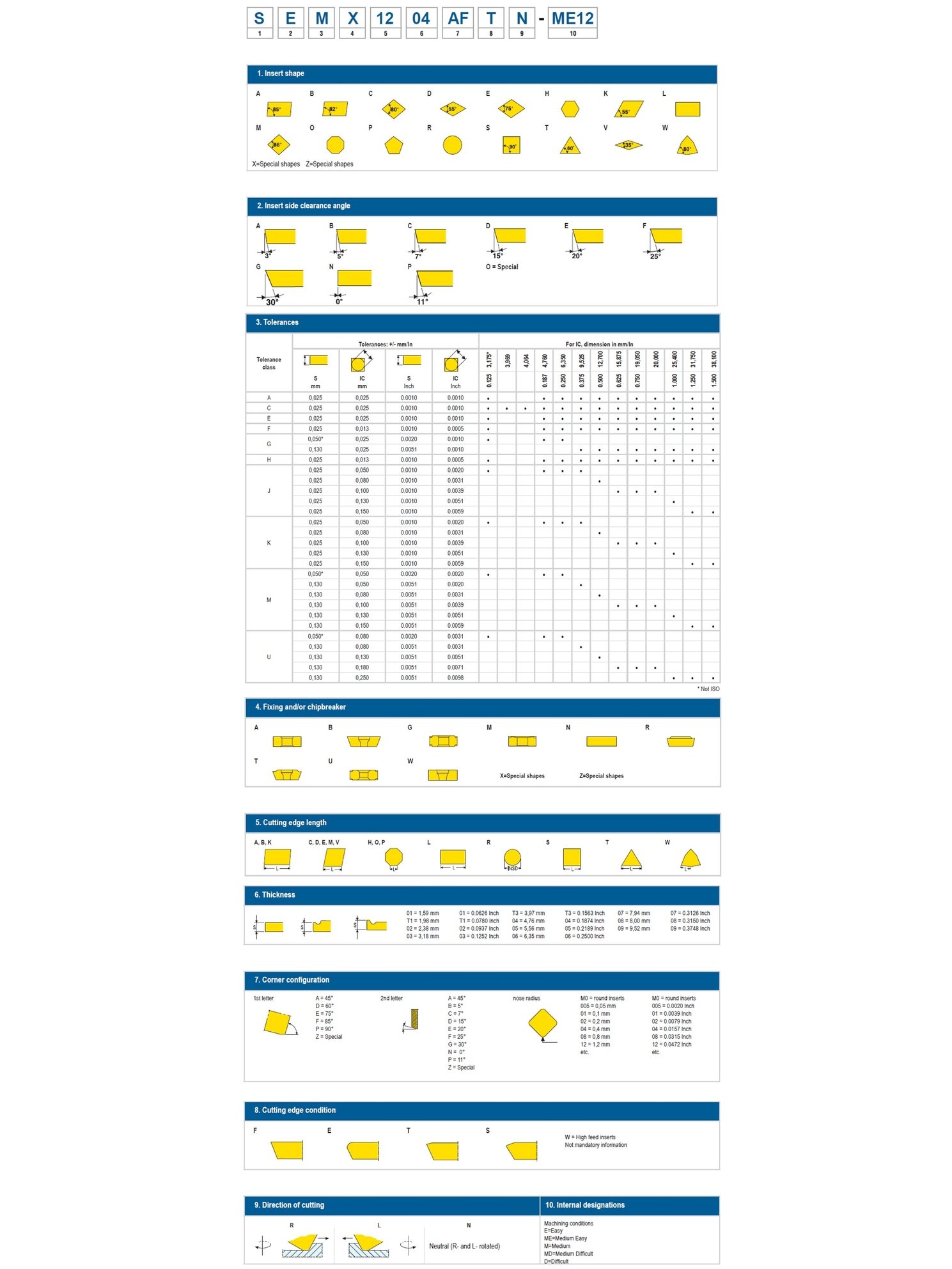
Insert nomenclaturechart
It's important to remember that the ISO designation system is not a system that standardizes the quality of the insert. Neither the carbide grade nor the cutting geometry is standardized in this designation system.

ISOturningtool holdernomenclature
The system is designed so that each important feature and dimension of the insert is shown using a code system. This becomes the name of the insert.

A spot drill does much the same as a center drill, but there are two differences. One is that the spot drill is thinner and does not have the conical ends that the center drill does. The second difference is it's accuracy. The spot drill tends to be more precise in drilling a starting point. The reason is that the spotting bit does not have grooves, or spirals, that do not go all the way up the bit shaft. This gives the bit more sturdiness and is less likely to wobble.
Carbideinsertidentification chartPDF
The center drill is made of a high carbide material and is used for metal working. A center drill is used for making a starter hole in cast iron, aluminum, copper, steels, and many other alloys. The center drill is good for metals because the drill does not easily move off target when pressed against the metal. It is shorter and sturdier than some other bits that may bend under pressure or slide away from the point to be drilled. A dull drill bit will not cut as nicely and can also make holes that are not accurate. It is important to use a sharp center drill when performing these tasks.
THE ISO designation system for indexable insertsThe ISO designation system for indexable inserts (ISO 1832) is a standardized system to name an indexable insert.The system is designed so that each important feature and dimension of the insert is shown using a code system. This becomes the name of the insert. This system has several advantages:Unique naming of an indexable insert (supplier independent)All important features and dimensions are clearly stated in the nameSome code positions relate to the insert carrier in which the insert can be mounted It's important to remember that the ISO designation system is not a system that standardizes the quality of the insert. Neither the carbide grade nor the cutting geometry is standardized in this designation system. This is an example for milling inserts. For other applications, you can refer to the relevant Machining Navigator. Do you want to know more?Contact Us Inline Content - SurveyCurrent code - 5fce8e61489f3034e74adc64
Not all drills are the same. Two popular drill types, a spotting drill bit and a center drill bit, may not appear much different from each other, but the two have very distinct purposes. Though it is possible to use a center drill where a spotting, or spot, drill could be used, and vice versa, it is not recommended.



 0086-813-8127573
0086-813-8127573