
Titanium CNC Machining Services - cnc titanium machining
Colour, sizing or style depicted in some photos may not be exactly as described. Please check your product description carefully before placing your order.
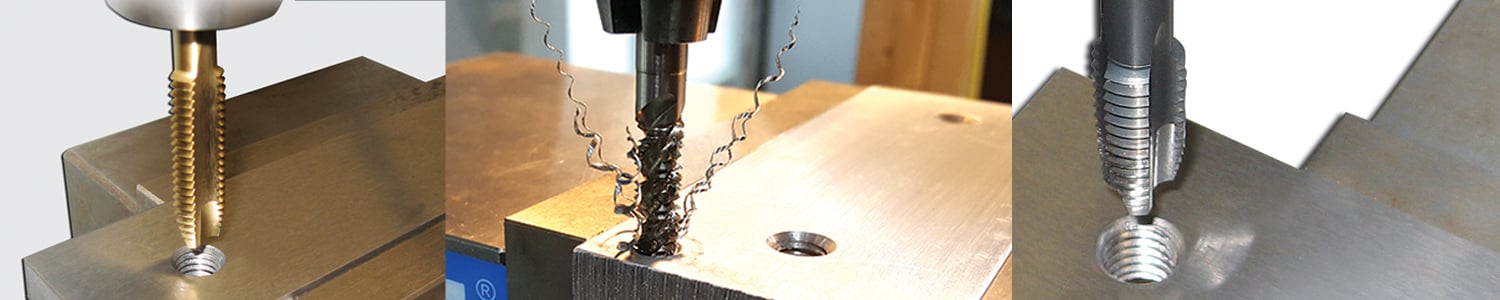
Thread forming (roll forming) taps deform material to produce the desired thread shape. Since the workpiece is deformed, as opposed to being cut, the produced thread is stronger. The main benefit of the deformation process is that there are no chips produced (and therefore, no chips to manage), so there is no need to select a bottoming, plug or tapered style tap. Another benefit from a forming tap is their better performance in smaller threads, such as 4-40 or M2.5-0.45 threads. However, roll forming taps are limited to use in softer materials that can be deformed, and are not ideal for materials such as cast iron or high hardness materials. Thread forming taps are offered with advanced substrates, coatings and some are even offered with coolant ports. A carbide substrate significantly increases tool life and productivity and can be further enhanced with a high-performance coating that has a positive reaction with non-ferrous materials such as aluminum, like a DLC (diamond like carbon) coating for instance. When tapping smaller threads, roll forming taps are very productive. These taps can be more costly, application specific, and require a different size drill vs. cut taps, as the same 10-32 thread requires a different size drill from a roll forming tap and a cut tap. Roll forming taps also perform the best when the tap is centered and parallel with the hole.
Cut taps are general purpose and very common in the market, with a variety of styles available including straight flute, spiral fluted, spiral pointed, pipe taps, acme taps, S.T.I taps and more. Cut taps are used to cut both ferrous metals and non-ferrous materials alike. Cut taps are designed to remove material as it is fed through a predrilled hole to produce the desired thread shape. The removed material or chip is then guided, depending on the design of the tap. Bottoming taps will bring the chips back towards the entry hole, while plug taps will push the chips down the opposite way (machinist note: plug taps are stronger but must have the clearance to remove the chip). These taps are great to have around the shop for non-production jobs, maintenance jobs, or simply to keep in stock for those unknown projects because of their price point. Most cut taps are made from High Speed Steel (vanadium) and may have a coating for added protection. While they certainly have their benefits, all taps endure a tremendous amount of stress when rotating, and this stress may break or snap the taps. In certain situations, if a tap breaks inside the part, the part must be scrapped, which can be costly. Cut taps do tend to break more often than ‘roll forming taps’.
There are many ways to manufacture threads on aluminum. From making threads with simple hand taps & dies, to sophisticated multi-pass thread milling, threading is a very common application. Threading in aluminum can be achieved through multiple methods because of its high machinability. Factors such as speed, productivity, strength of threads and the machine tool used are all factors that are considered when producing threads.
Taps are the most common method to produce threads in a part. Taps are easy to use and they produce good results, quickly and with little training. Taps can be applied in a multitude of different ways that include hand tapping, pneumatic tapping arms, and canned tapping cycles in CNC machines. There are two different types of taps to choose from when machining aluminum – ’cut taps’ and ’thread forming taps’, which are also known as ’form rolling taps ‘.
Both types of taps have their benefits and choosing which type can help productivity significantly. When using a machine tool to tap aluminum, thread forming taps do provide a great argument but like most things in the shop – it comes down to quality, productivity and economics. A prototype or small run may not warrant use of a thread forming tap. However, if you are producing many tapped holes, thread forming taps should be considered.
We believe the Right Tool Is Everything™, and we strive to share our experience and expertise in an effort to ensure you select the right tool for your application and follow best practices. Download our comprehensive Tapping Right Guide on different tap styles and learn how to best apply them, allowing you to approach your tapping applications more efficiently than ever!



 0086-813-8127573
0086-813-8127573