
Tool # 74125 - Harvey - 74125
What our tester says: “I found that during testing, these drill bits consistently penetrated exactly where they were positioned without skipping or traveling across smooth surfaces.”—Mark Wolfe, Product Reviews tester & writer
Runout during an operation has a much greater effect on miniature tools, as even a very small amount can have a large impact on the tool engagement and cutting forces. Runout causes the cutting forces to increase due to the uneven engagement of the flutes, prompting some flutes to wear faster than others in conventional tools, and breakage in miniature tools. Tool vibration also impacts the tool life, as the intermittent impacts can cause the tool to chip or, in the case of miniature tools, break. It is extremely important to check the runout of a setup before starting an operation. The example below demonstrates how much of a difference .001” of runout is between a .500” diameter tool and a .031” diameter tool.
Did you know that several CNC cutting tools can perform multiple operations? For example, a Chamfer Mill can chamfer, bevel, deburr, and countersink. Some Chamfer Mills can even be used as a Spotting Drill. Of course, the complexity of the job will dictate your ability to reap the benefits of a tool’s versatility. For instance, a Spotting Drill is obviously the best option for spotting a hole. If performing a simple operation, though, don’t go out of your way to buy additional tooling when what’s already in your carousel can handle it.
The below charts illustrate the relationship between force on the tip and length of flute showing how much the tool will deflect if only the tip is engaged while cutting. One of the key ways to get the longest life out of your tool is by increasing rigidity by selecting the smallest reach and length of cut on the largest diameter tool.
In Climb Milling, the cutter rotates with the feed. Here, the chips start at maximum width and decrease, causing the heat generated to transfer into the chip instead of being left in the tool or work piece. Climb milling also produces a cleaner shear plane, causing less rubbing, decreasing heat, and improving tool life. When climb milling, chips will be removed behind the cutter, reducing your chances of recutting.
Micromachining may result in an increased amount of burrs and surface roughness when compared to conventional machining. In milling, burring increases as feed increases, and decreases as speed increases. During a machining operation, chips are created by the compression and shearing of the workpiece material along the primary shear zone. This shear zone can be seen in Figure 2 below. As stated before, the chip thickness-to-edge radius ratio is much higher in miniature applications. Therefore, plastic and elastic deformation zones are created during cutting and are located adjacent to the primary shear zone (Figure 2a). Consequently, when the cutting edge is close to the border of the workpiece, the elastic zone also reaches this border (Figure 2b). Plastic deformation spreads into this area as the cutting edge advances, and more plastic deformation forms at the border due to the connecting elastic deformation zones (Figure 2c). A permanent burr begins to form when the plastic deformation zones connect (Figure 2d) and are expanded once a chip cracks along the slip line (Figure 2e). When the chips finally break off from the edge of the workpiece, a burr is left behind (Figure 2f).
The best corner rounding end mill varies from job-to-job. Generally speaking, opting for a tool with the largest pilot diameter possible is your best bet, as it has the most strength and requires less power due to its larger effective cutter diameter. A flared Corner Rounder is preferred for blending purposes if the workpiece is allowed to have an incomplete radius as this allows more forgiveness and can save on set up time. If not, however, an unflared Corner Rounder should be utilized. As is often the case, choosing between number of flutes boils down to user preference, largely. Softer materials usually require fewer flutes. As material gets harder, the number of flutes on your tool should increase.
While traditional roughing is occasionally necessary or optimal, it is generally inferior to High Efficiency Milling (HEM). HEM is a roughing technique that uses a lower Radial Depth of Cut (RDOC) and a higher Axial Depth of Cut (ADOC). This spreads wear evenly across the cutting edge, dissipates heat, and reduces the chance of tool failure. Besides dramatically increasing tool life, HEM can also produce a better finish and higher metal removal rate, making it an all-around efficiency boost for your shop.
While there are many specific design features that can improve drilling operation for different needs, the basic classifications include twist-drill, counterbore, countersink, flat-bottom boring, and specialty drill bits.
For more information about coolants and which method of application might be best for your job, view What You Need to Know About Coolant for CNC Machining.
The Irwin cobalt drill bits performed exceptionally well in my tests, using them to drill cast iron and stainless steel in addition to cast aluminum. I also appreciated that the larger bits are machined down at the shank to fit ⅜-inch drill chucks. The smooth shanks chucked securely into my drill press, but I had to double-check the grip in my cordless drill chuck.
Despite being marginally more expensive, a tool with a coating optimized for your workpiece material can make all the difference. Many coatings increase lubricity, slowing natural tool wear, while others increase hardness and abrasion resistance. However, not all coatings are suitable to all materials, and the difference is most apparent in ferrous and non-ferrous materials. For example, an Aluminum Titanium Nitride (AlTiN) coating increases hardness and temperature resistance in ferrous materials, but has a high affinity to aluminum, causing workpiece adhesion to the cutting tool. A Titanium Diboride (TiB2) coating, on the other hand, has an extremely low affinity to aluminum, and prevents cutting edge build-up and chip packing, and extends tool life.
Total indicator runout
Corner radius End Mills, because they do not feature a sharp edge, will wear slower than a square end mill would. By utilizing corner radius tooling, fracturing on the tool edge will be minimized, resulting in an even pressure distribution on each of the cutting edges. Because the sharper edge on a square tool is less durable and more prone to cracking because of the stress concentration on that point, a corner radius tool would be much more rigid and thus less susceptible to causing a tolerance variation. For this reason, it’s recommended to use a roughing tool with a corner radius profile and a finisher with a square profile for an edge tolerance. When designing a part and keeping manufacturing in mind, if there is a potential for a wall with a radius as opposed to a wall with a square edge, a wall with a radius allows for easier machineability and fewer tool changes.
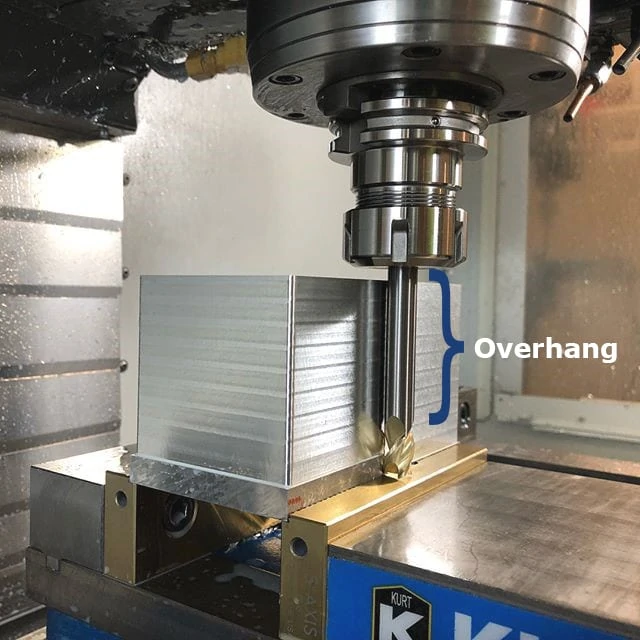
Overhang refers to the distance a tool is sticking out of the tool holder. Simply, as overhang increases, the tool’s likelihood of deflection increases. The larger distance a tool hangs out of the holder, the less shank there is to grip, and depending on the shank length, this could lead to harmonics in the tool that can cause fracture. Simply put, For optimal working conditions, minimize overhang by chucking the tool as much as possible.
I recently tested eight offerings from leading tool manufacturers in a quest for the best drill bits available. I worked with bits designed for metal, wood, aluminum, concrete, tile, and more, so if you’re planning to upgrade your tool kit, perhaps my findings can help. My favorite was the Milwaukee 29-Pc Shockwave Red Helix Titanium Bit Set for their heavy-duty construction, high performance, and unique variable helix flute design.
Now that you’ve learned more about buying the best drill bits, you may have a few lingering questions. Ahead, find out more about owning and caring for these handy tools.
After noting the physical characteristics of each bit set, I selected four different drill bits from each set. Following best practices for each bit type, drill type, and material type, I drilled three holes with each bit in every selected test material. I noted accuracy of hole placement and any movement of the bit prior to surface penetration, drilling speed, chip or “drill dust” consistency, and cleanliness of the holes at the entry and exit points.
The Irwin M35 cobalt metal index drill bit set includes 29 bits, from 1/16-inch to ½-inch sizes, in 1/64-inch increments. They are purpose-built for a long working life while drilling metal. The M35 alloy steel exhibits excellent heat and wear resistance for long-term drilling durability. Heavy-duty web construction and 135-degree split-point tips allow the bits to drill metal fast and efficiently. And the bits are easy to sharpen when needed for an even longer work life. This drill bit set is conveniently packaged in a rubber overmolded steel carry case with removable cartridges for easier transport.
Determining the right speeds and feeds for your tool and operation can be a complicated process, but understanding the ideal speed (RPM) is necessary before you start running your machine to ensure proper tool life. Running a tool too fast can cause suboptimal chip size or even catastrophic tool failure. Conversely, a low RPM can result in deflection, bad finish, or simply decreased metal removal rates. If you are unsure what the ideal RPM for your job is, contact the tool manufacturer.
Machinists must also know the different types of collets available to them to identify if a better solution might be necessary. For example, Hydraulic Tool Holders or Shrink Fit Tool Holders promote a stronger connection than a Mechanical Spindle Tightening method.
A tolerance is an allowable amount of variation in a part or cutting tool that a dimension can fall within. When creating a part print, tolerances of tooling can’t be overlooked, as tooling tolerances can result in part variations. Part tolerances have to be the same, if not larger, than tool tolerances to ensure part accuracy.
To learn more about versatile tools that can perform multiple applications, check out Multi-Functional Tools Every Shop Should Have.
If this thickness is less than a certain value (this value depends of the tool being used), the material will squeeze underneath the tool. Once the tool passes and there is no chip formation, part of the plowed material recovers elastically. This elastic recovery causes there to be higher cutting forces and friction due to the increased contact area between the tool and the workpiece. These two factors ultimately lead to a greater amount of tool wear and surface roughness.
In the Haimer Safe-Lock system, special drive keys in the chuck interface with grooves in the shank of the tool to prevent pull-out. The end mill effectively screws into the tool holder, which causes a connection that only becomes more secure as the tool is running. Haimer Safe-Lock™ maintains h6 shank tolerances, ensuring an even tighter connection with shrink fit holders.
Right off the bat, I was impressed by the cost-to-value ratio of this kit. Ryobi is widely recognized as a reliable choice for home repair tools and accessories, but the price here is a better-than-average value. Most of the drill bits in the kit feature a basic straight-shank split-point design, with the exception of three hex-shank black-oxide bits, 10 spade bits, eight brad-point bits, and 11 carbide-tipped masonry bits. I shop tested a total of 14 bits from the kit: four black oxide, four titanium, two spade point, two brad point, and two carbide tipped.
The pilot diameter (D1 in the image above) determines the tool’s limitations. When pilot diameters are larger, the tool is able to be run at lower speeds. But with smaller pilot diameters, the tool can be run faster because of its larger effective cutter radius. The effective cutter diameter is determined by the following equations depending on the radius to pilot ratio:
Tool deflection can cause damage to your tool and scrap your part if not properly accounted for prior to beginning a job. Be sure to minimize the distance from the tool holder to the tip of the tool to keep deflection to a minimum. For more information on ways to reduce tool deflection in your machining, view Diving into Depth of Cut.
Helical also offers shank modifications to all stocked standards and special quotes, such as the ToughGRIP Shank, which provides added friction between the holder and the shank of the tool for a more secure grip; and the Haimer Safe-Lock™, which has grooves on the shank of the tool to help lock it into place in a tool holder.
Titanium-nitride-coated drill bits have a hard surface that makes them a great choice for general-purpose drilling. DeWalt titanium nitride speed tip drill bits are machined from a single piece of metal for reliable performance in wood as well as steel, aluminum, plastic, and many other materials. The pilot point is designed for fast, accurate starts with less walking and burr-free holes. A patented web taper increases bit strength for high-torque drilling operations. This kit includes 21 bits in 16 sizes, from 1/16 inch to ½ inch, in a plastic tough case.
Masonry drill bits are often considered “throw-away” bits due to their short working life, but the Bosch Blue Granite bits proved to be more robust than average. I tested them in cinder block, brick, and poured concrete, using a cordless hammer drill, with and without pilot holes. In each case, the bits drilled quickly and produced clean, crisp-edged holes. I especially liked the ease with which the tips stayed on center when starting a hole.
Opting for Material Specific Tooling is helpful, as each material has different needs. For example, steels are machined differently than aluminum materials. Everything from the chip size, to chip evacuation, is different. Variable Helix or Variable Pitch designs help to minimize chatter by reducing harmonics, which are caused by the cutting edge having repeated contact with the workpiece. In order to reduce harmonics, the time intervals between flute contact with the workpiece are varied.
Every machinist must be aware of tool deflection, as too much deflection can lead to catastrophic failure in the tool or workpiece. Deflection is the displacement of an object under a load causing curvature and/or fracture.
Along with choosing correctly when it comes to tool holding options, tool shanks can be modified to promote a more secure machine-to-tool connection. These modifications can include added grooves on the shank, flats, or even an altered shank surface to aid in gripping strength.
You should not use the same speeds and feed for a circular path as you would for a linear path. This is because of an effect called compounded angular velocity. Each tooth on a cutting tool has its own angular velocity when it is active in the spindle. When a circular tool path is used, another angular velocity component is added to the system and, therefore, the teeth on the outer portion of tool path are traveling at a substantially different speed than expected. The feed of the tool must be adjusted depending on whether it is an internal or external circular operation. To find out how to adjust your feed, check out this article on running in circles.
Helical Solutions offers a ToughGRIP shank modification to its customers, which works by increasing the friction of the shank – making it easier to grip for the tool holder. This modification roughs the shank’s surface while maintaining h6 shrink fit tolerance.
How a tool is run can mean the difference between stellar job results and a ruined part. This includes both the parameters a tool is run at, as well as the direction by which it rotates – either a Conventional Milling or a Climb Milling technique. The key distinction between these two methods lies in the relationship between the cutter’s rotation and the direction of the feed.
The limits of tolerance for a shank or hole are designated by the appropriate letter indicating the deviation. For instance, the letter “k” has the opposite minimum and maximum designations as “h”. Tolerances beginning with “k” are exclusively positive, while tolerances beginning with “h” are exclusively negative. The number following the given letter denotes the International Tolerance (IT) grade. For example, a tolerance with the number 6 will have a smaller tolerance range than the number 7, but larger than the number 5. This range is based on the size of the shank. A hole that has a 0.030” diameter will have an h6 tolerance of (+0.0000,-0.0002), while a 1.00” hole with have an h6 tolerance band of (+0.0000,-0.0005).
Runout
Most good-quality drill bits are made of high-speed steel. Often these bits are coated with black oxide or titanium nitride for improved wear resistance. Hard materials like masonry, tile, or glass require the use of specially designed tips with embedded carbide or diamond. High-quality bits for drilling hard metals are often made of cobalt alloy steel.
A feature on many of our high performance end mills is variable helix or variable pitch geometry, which have differently-spaced flutes. As the tool cuts, there are different time intervals between the cutting edges contacting the workpiece, rather than simultaneously on each rotation. The varying time intervals minimizes chatter by reducing harmonics, increasing tool life and producing better results.
Putting a full radius on a part has the potential to leave a step or an over-cut on a workpiece. This can happen if the tool isn’t completely dialed in or if there is minor runout or vibration. A slight 5° flare on the pilot and shoulder blends the radius smoothly on the workpiece and avoids leaving an over-cut.
I liked this kit as an affordable and well-appointed starter set for home maintenance and DIY projects. Although the drill bits boast no upgraded materials or design features, they simply worked. Following basic drilling conventions, such as working slowly and lubricating the bit while drilling harder materials, each bit I tested drilled as expected. The thin diameter bits didn’t seem to be excessively flexible or susceptible to breakage. The thicker-diameter bits only skated slightly on the surface. (Tip: Use a punch or nail to mark the location and prevent skating.) When I attempted to drill too fast or applied excessive pressure, the tips tended to overheat. While the Ryobi kit may not be ideal for heavy-duty applications, for common household repair and maintenance projects, this kit could make an excellent buy.
A cutting tool’s shank is one of the more vital parts of a tool, as it’s critical to the collet-tool connection. There are several types of shanks, each with their own tolerances and suitable tool holder methods. One of the most popular and effective tool holding styles is a shrink fit tool holder, which works with h6 shanks, but what does this mean and what are the benefits of it? How is this type of shank different from a shank with standard shank tolerances? To answer these questions, we must first explore the principals of tolerances.
What our tester says: “I found that the tips drilled accurately with no walking on the metal surfaces, and they remained sharp, leaving clean edges on all of the test holes.”
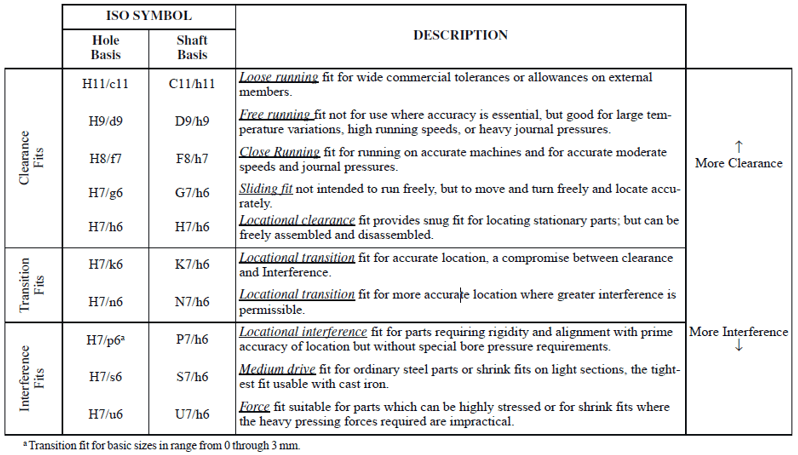
Cutting tool tolerances are oftentimes applied to a tool’s most critical dimensions, such as Cutter Diameter, Length of Cut, Shank Diameter, and Overall Length. When selecting a cutting tool for a job, it’s critical to choose a brand that adheres to strict tolerance standards and reliable batch-to-batch consistency. Manufacturers like Harvey Tool and Helical Solutions prominently display tolerances for many critical tool dimensions and thoroughly inspect each tool to ensure that it meets the tolerances specified. Below is the table header for Harvey Tool’s line of Miniature End Mills – Square – Stub & Standard.
Appropriate coolant type and delivery vary depending on your application and tool. For example, using a high pressure coolant with miniature tooling can lead to tool breakage due to the fragile nature of extremely small tools. In applications of materials that are soft and gummy, flood coolant washes away the long stringy chips to help avoid recutting and built-up edge, preventing extra tool wear.
Tolerances help to create repeatability and specificity, especially in an industry in which even a thousandth of an inch can make or break a final product. This is especially true for miniature tooling, where Harvey Tool is experienced in the designing and manufacturing of tooling as small as .001” in diameter.
When it comes to secure tool holding approaches, both the tool shank and the collet are important. A loose tool, unsurprisingly, has more ability to move, or vibrate, during machining. With this in mind, Helical offers Shank Configurations to help the connection including the ToughGRIP Shank, which replaces a smooth, mirror-like surface with a rougher, coarser one for increased friction. Helical is also a licensee of the HAIMER Safe-Lock™, added grooves on the shank of a tool that work opposite of the spindle rotation, securely fastening the tool in place.
I give the Bosch M42 cobalt drill bits a thumbs up for several reasons. First, they are made of premium alloy that can be resharpened many times for an extremely long working life. Also, the kit is compact and comes in a durable carry case, so it’s easy to leave in a tool bag for those times when users may need to drill metal. Finally, although the kit is compact, it includes the most important sizes for general drilling. If exacting precision is not required, they will probably do the job.
For everyday drilling, whether on the job or for DIY projects, a set of dependable all-purpose bits comes in handy. The Milwaukee Shockwave Red Helix drill bits were designed with drilling toughness in mind. The 29 bits are made of rugged, cost-effective, high-speed steel with a titanium oxide coating for improved wear resistance. A four-way cutting edge on the pilot-point tip delivers precise starts and smaller chips for faster, easier material removal and less heat buildup. To improve drilling speed, the variable width helix starts out at an aggressive 35-degree angle near the tip and ends at 15 degrees nearest the chuck. These bits feature hex shanks for fast, easy chucking in cordless drill/drivers or impact drivers.

Holes oftentimes mandate the tightest dimensional tolerances, as they generally are meant to align perfectly with a mating part. To maintain tolerances, start first by testing the runout of both your machine and your tool. This simple, yet often overlooked step can save machinists a great amount of time and frustration.
The machining industry generally considers micromachining and miniature end mills to be any end mill with a diameter under 1/8 of an inch. This is also often the point where tolerances must be held to a tighter window. Because the diameter of a tool is directly related to the strength of a tool, miniature end mills are considerably weaker than their larger counterparts, and therefore, lack of strength must be accounted for when micromachining. If you are using these tools in a repetitive application, then optimization of this process is key.
A manufacturer’s speeds and feeds calculations take into account every tool dimension, even those not called out in a catalog and readily available to machinists. Because of this, it’s best to rely on running parameters from tooling manufacturers. Harvey Tool offers speeds and feeds charts for every one of its more than 21,000 tools featured in its catalog, helping machinists to confidently run their tool the first time.
In my tests with wood, PVC, and aluminum, these bits made fast, accurate, clean holes every time. After drilling four holes each, the bits were still in great shape. I liked the 3-flat shanks for quick, secure chucking in the cordless drill, and the clear carry case made it easy to see what I was grabbing from the tool bag. A really nice, reliable set of all-purpose drill bits.
Clean bits work more efficiently and last longer than those left dirty. To clean drill bits, wash them with soapy water and a plastic bristle brush. Especially dirty bits may be allowed to soak in a 1:1 solution of water and liquid laundry soap. Rinse bits well after cleaning, then dry them with a rag. Apply a drop of lightweight machine oil to prevent rust.
Breaking and damaging an end mill is oftentimes an avoidable mistake that can be extremely costly for a machine shop. To save time, money, and your end mill it is important to learn some simple tips and tricks to extend tool life.
In my tests with a drill press and cordless drill, the bits performed well. I did experience a small amount of skating before penetration with the smaller bits, but the larger bits were more stable. It bears mentioning that the smallest bits (less than ⅛ inch) have flat shanks, but that was not a hindrance. Also, the ½-inch bit has a machined shank so that it fits into a ⅜-inch drill chuck. Really nice bits at a good price.
Cutting tools undergo a great deal of force during the machining process, which cause vibrations – also known as chatter or harmonics. Avoiding these vibrations entirely is not possible, though minimizing them is pivotal for machining success. Vibrations become damaging when proper machining steps are not followed. This leads to strong, part-ruining chatter. In these situations, parts have what is known as “chatter marks,” or clear vibration marks along the surface of a part. Tools can experience an increased rate of wear due to excess vibration.
Larger pilot diameters also have more strength than smaller pilot diameters due to the added material behind the radius. A smaller pilot may be necessary for clearance when working in narrow slots or holes. Smaller pilots also allow for tighter turns when machining an inside corner.
runout中文
The ability to maximize tool life saves you time, money and headaches. To get the best possible outcome from your tool, you first need to be sure you’re using the best tool for your job. Once you find your tool, ensure that your speeds and feeds are accurate and are from your tooling manufacturer. Nobody knows the tools better than they do. Finally, think about how to run your tool: the rotation of your cutter, whether utilizing an HEM approach is best, and how to introduce coolant to your job.
Understanding the ideal speed to run your machine is key to prolonging tool life. If you run your tool too fast, it can cause suboptimal chip size, ineffective chip evacuation, or even total tool failure. Adversely, running your tool too slowly can result in deflection, bad finish, or decreased metal removal rates.
Your shop spends money to employ machinists, run machines, and buy cutting tools. Get your money’s worth, lead the industry, and ensure that you’re providing your customers with the highest quality product. Not only will this help to keep your buyer-seller relationship strong, but it will allow you the flexibility to increase your prices in the future, and will attract prospective customers.
Overall length is another important factor to consider when deciding on a tool for your job. The more overhang, or length the tool hangs from the spindle, the less secure the spindle-to-tool connection is, and the more vibration. Ensuring that your tool is only as long as needed for your operation is important to minimizing chatter and harmonics. If machining deep within a part, opt for reached tooling or an extended reach tool holder to help solidify the connection.
Those who want to be ready for all kinds of drilling should be prepared with a set of bits that can be used on hard metals like cast iron, stainless steel, and titanium alloy. These Bosch M42 cobalt bits feature 8 percent cobalt-alloy construction for extreme heat resistance and a long working life in hard metals. They boast a thick web helix design for fast material removal and outstanding stability. The tip-hardened 135-degree split points allow for fast and smooth penetration, and 3-flat shanks improve grip and stability in the drill chuck.
Many factors influence part finish, including the material and its hardness, the speeds and feeds you’re running your tool at, tool deflection, and the tool-to-workpiece orientation.
The ratio between the chip thickness and the edge radius (the edge prep) is much smaller for miniature tools. This phenomena is sometimes called “the size effect” and often leads to an error in the prediction of cutting forces. When the chip thickness-to-edge radius ratio is smaller, the cutter will be more or less ploughing the material rather than shearing it. This ploughing effect is essentially due to the negative rake angle created by the edge radius when cutting a chip with a small thickness.
These tools are often offered in 2, 3, and 4 flute styles. 2 flute styles are normally used for aluminum and non-ferrous materials, although 3 flutes is quickly becoming a more popular choice for these materials, as they are softer than steels so a larger chip can be taken without an impact on tool life. 4 flutes should be chosen when machining steels to extend tool life by spreading out the wear over multiple teeth. 4 flute versions can also be run at higher feeds compared to 2 or 3 flute tools.
The carbide tips did produce clean holes quickly and continued to work well after four test holes each. The 2-inch shafts were a bit shorter than I would have liked, although the short length may have allowed better control than a longer shaft. The carbide tips are spear shaped, but broader than other spear points, which may have contributed to our initial challenges drilling glass. Unfortunately the carry case is not very good: cheap plastic that looks like retail packaging, and it holds the bits too tightly.
Most modern machine shops will use a climb milling technique, or when the chip width starts at its maximum and decreases during the cut. Climb Milling will offer a more consistent cut than traditional methods, and puts less stress on the tool. Think of it like weight lifting – doing the heavy lifting will be easiest at the beginning of your workout. Similarly, a cut in which the thickest chip is removed first helps the tool maintain its strength. Because the chip cutting process is more swift, vibrations are minimized.
Reaming is great for any very tight tolerance mandate, because many Miniature Reamers have much tighter tolerances than a drill. Harvey Tool’s Miniature Reamers, for example, have tolerances of +.0000″/-.0002. for uncoated options and +.0002″/-.0000″ for AlTiN coated tools. Reamers cut on their chamfered edge, removing a minimal amount of material within a hole with the ultimate goal of bringing it to size. Because the cutting edge of a reamer is so small, the tool has a larger core diameter and is thus a more rigid tool.
Workpiece homogeny becomes a questionable factor with decreasing tool diameter. This means that a material may not have uniform properties at an exceptionally small scale due to a number of factors, such as container surfaces, insoluble impurities, grain boundaries, and dislocations. This assumption is generally saved for tools that have a cutter diameter below .020”, as the cutting system needs to be extremely small in order for the homogeny of the microstructure of the material to be called into question.
On the cautionary side, I took care not to apply excessive force on the bits because the long bits tended to flex under pressure. After drilling three holes with each bit, the tips were beginning to show signs of wear, but they clearly could have drilled many more.
As simple as it seems, a tool’s flute count has a direct and notable impact on its performance and running parameters. A tool with a low flute count (2 to 3) has larger flute valleys and a smaller core. As with LOC, the less substrate remaining on a cutting tool, the weaker and less rigid it is. A tool with a high flute count (5 or higher) naturally has a larger core. However, high flute counts are not always better. Lower flute counts are typically used in aluminum and non-ferrous materials, partly because the softness of these materials allows more flexibility for increased metal removal rates, but also because of the properties of their chips. Non-ferrous materials usually produce longer, stringier chips and a lower flute count helps reduce chip recutting. Higher flute count tools are usually necessary for harder ferrous materials, both for their increased strength and because chip recutting is less of a concern since these materials often produce much smaller chips.
While the Milwaukee Red Helix drill bits were priced higher than other titanium-coated bits I tested, they performed extremely well. The heavy-duty plastic carry case proved easy to open and close, even with gloved hands, and the bits were a breeze to find thanks to clearly legible size indexing. I also liked that the hex shanks made the bits compatible with all kinds of drills as well as impact drivers.
When choosing a high-quality drill bit, the main factors to consider include the type and size of the bit as well as the material that needs to be drilled.
There are two categories of shank tolerances that machinists and engineers operating a CNC machine should be familiar with: hole basis and shank (or shaft) basis. The hole basis system is where the minimum hole size is the starting point of the tolerance. If the hole tolerance starts with a capital “H,” then the hole has a positive tolerance with no negative tolerance. The shank basis system is where the maximum shank size is the starting point. This system is relatively the same idea as the hole basis system but instead, if the tolerance starts with a lowercase “h,” the shank has a negative tolerance and no positive tolerance.
I tested the Diablo tile and stone bits in ceramic tile, travertine tile, and glass tile, using water as a coolant. I had greater success in ceramic and travertine, and less success in glass until I figured out the right combination of speed and pressure required. Ultimately, the bits worked on all three surfaces.
Shrink fit tool holders are another high quality tool holding mechanism. This method works by using the thermal properties of the device to expand its opening slightly larger than the shank of the tool. The tool is placed inside the holder, after which the holder is allowed to cool, contracting down close to its original size and creating a tremendous compressive force around the shank. Since the expansion of the bore in the tool holder is minuscule, a tight tolerance is needed on the shank to ensure it can fit every time. Shank diameters with h6 tolerances ensure the tool will always work properly and reliably with a shrink fit holder.
Circular ramping is the best practice for moving down axially into a part, as it evenly distributes cutting forces along the x, y, and z planes. If you have to move into a part radially at a certain depth of cut, consider an arching tool path as this gradually loads cutting forces onto the tool instead of all at once.
With the handheld drill, results were similar. I kept the drill at about half speed, applied a fair amount of force, and got nice clean results again. I was most impressed that with a simple (extremely well-made) split point, these bits did not skid on the surface at all during freehand drilling with no center punch. The price may be hard to justify for common wood, plastic, and soft-metal drilling, so I’d recommend these primarily for consistent use with hard metals.
While all drill bits are made from metal, some types of metal are better than others for drilling holes in different types of material.
This is somewhat of a tricky question to answer when it comes to micromachining. Climb milling should be utilized whenever a quality surface finish is called for on the part print. This type of tool path ultimately leads to more predictable/lower cutting forces and therefore higher quality surface finish. In climb milling, the cutter engages the maximum chip thickness at the beginning of the cut, giving it a tendency to push away from the workpiece. This can potentially cause chatter issues if the setup does not have enough rigidity. In conventional milling, as the cutter rotates back into the cut it pulls itself into the material and increases cutting forces. Conventional milling should be utilized for parts with long thin walls as well as delicate operations.
If you’re finding that your tools are failing or breaking at an unacceptable rate, don’t mistake it for commonplace. It doesn’t have to be. Prolonging the life of your tooling starts with finding not just the right tool, but the best one; as well as running it in a way to get its optimal performance. Many machinists mistake premature tool failure with running parameters that were too aggressive. In fact, not pushing the tool to its full potential can actually cause it to decay at an accelerated rate in certain situations.
Tool failure can occur in many different ways: Abrasive Wear, Chipping, Thermal Cracking or Tool Fracture, just to name a few. Understanding each type and its causes can help you to quickly boost your shop’s efficiency by minimizing downtime and saving on replacement tool costs.
One often forgotten expense of a machine shop is coolant – and it can be pricey. A 55-gallon drum of coolant can run more than $1,500. What’s worse is that coolant is often applied in excess of what’s required for the job. In fact, some machines even feature a Minimum Quantity Lubricant (MQL) functionality, which applies coolant as an extremely fine mist or aerosol, providing just enough coolant to perform a given operation effectively. While drowning a workpiece in coolant, known as a “Flood Coolant,” is sometimes needed, it is oftentimes utilized on jobs that would suffice with much less.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
With these key features in mind, I spent a week shopping for and testing the following picks. Read on to find out why I consider them to be the best drill bits around and how they performed in my workshop tests.
These operations should be considered when micromachining tall thin walled parts as in some cases there is not sufficient support for the part for a finishing pass.
Corners of a part create an additional amount of cutting forces as more of the tool becomes engaged with the part. For this reason it is beneficial to slow down your feed when machining around corners to gradually introduce the tool to these forces.
The most basic way in which spindle compression is generated is by simple mechanical tightening of the holder itself, or a collet within the holder. The downside of this mechanical tightening method of the spindle is its limited number of pressure points. With this style, segments of a collet collapse around the shank, and there is no uniform, concentric force holding the tool around its full circumference.
While choosing a proper cutter and running it at appropriate running parameters are key factors to a machining operation, so too is the method used. If opting for an improper tool holding method, one can experience tool pull-out, tool runout, and scrapped jobs. Effective tool holding will prevent premature tool failure and allow machinists to feel confident while pushing the tool to its full potential.
Spotting Drills allow for drills to have a very precise starting point, minimizing walking or straying from a desired path. This can be especially beneficial when machining irregular surfaces, where accessing a hole’s perfect location can be more difficult.
What use is a machine that’s not running beside making your shop inefficient? Minimizing machine downtime is a key way to ensure that your shop is reaching its efficiency pinnacle. This can be accomplished a variety of ways, including keeping like-parts together. This allows for a simple swap-in, swap-out of material to be machined by the same cutting tool. This saves valuable time swapping out tooling, and lets your machine to do its job for more time per workday. Production planning is a key factor to running an efficient machine shop.
Making threads to tolerance is all about chip evacuation. Evacuating chips is an issue commonly overlooked; If chips within a hole have not been removed before a threading operation, there could be interference in the tool tip that leads to vibration and chatter within a thread. This would decrease the continuity of the thread while also altering the points of contact. Discontinuity of a thread could be the difference between passing and failing a part, and because threading is typically the last application when machining to decrease damaging the threads, it also increases the likelihood of chips remaining within the hole from other applications.
When it comes to drilling brittle materials, a specially designed drill bit is required. These Diablo carbide-tipped tile and stone drill bits feature short shanks and spear-shaped carbide tips for fast starts, accurate holes, and a long working life. The multiground carbide tips allow for aggressive drilling into hard materials. They are built with a unique brazing and hardening process to withstand impacts. The four-piece set includes one each of ⅛-inch, 3/16-inch, ¼-inch, and 5/16-inch bits. The smooth shanks offer good grip in drill chucks.
We’re committed to testing and reviewing products so you can make an informed decision. Advertising does not influence our product reviews and it never will. We always focus our coverage on standout products and never hesitate to mention their flaws and quirks. By using our affiliate links, you’re supporting our work and helping us continue to provide expert analysis. Find out more about our product evaluation process.
Proper running parameters have less of an impact in suboptimal tool holding situations. A poor machine-to-tool connection can cause tool runout, pullout, and scrapped parts. Generally speaking, the more points of contact a tool holder has with the tool’s shank, the more secure the connection. Hydraulic and shrink fit tool holders offer increased performance over mechanical tightening methods, as do certain shank modifications, like Helical’s ToughGRIP shanks and the Haimer Safe-Lock™.
These jobber length bits feature 135-degree split points and straight shafts. Packed in a multitiered steel index case, the kit includes 115 drill bits in fractional sizes 3/64 inch to ½ inch, letter sizes A to Z, and wire sizes 1 to 60, with no skipped sizes. This is the ideal set for drilling hard metals or free machining stainless steel, titanium alloy, and abrasive plastics.
Vibrations are unavoidable during the machining process, but minimizing them can mean the difference between successful machining and scrapped parts. Following three simple rules can help to keep your chatter and harmonics under control, including: Selecting the right tool, ensuring a secure machine-tool connection, and using it in a climb milling strategy. Both Harvey Tool and Helical Solutions have tools that can help, including shank modifications and Variable Helix or Variable Pitch end mills.
The first step of any machining job is selecting the correct end mill for your material and application. However, this doesn’t mean that there should not be an adequate amount of legwork done beforehand to ensure the right decision on a tool is being made. Harvey Tool, Helical Solutions, Titan USA, and Corehog have thousands of different tools for different operations – a vast selection which, if unprepared – can easily result in selecting a tool that’s not the best for your job. To start your preparation, answer the 5 Questions to Ask Before Selecting an End Mill to help you quickly narrow down your selection and better understand the perfect tool you require.
While a long length of cut (LOC) is absolutely necessary for some jobs, especially in finishing operations, it reduces the rigidity and strength of the cutting tool. As a general rule, a tool’s LOC should be only as long as needed to ensure that the tool retains as much of its original substrate as possible. The longer a tool’s LOC the more susceptible to deflection it becomes, in turn decreasing its effective tool life and increasing the chance of fracture.
In manufacturing large production runs, one of the biggest difficulties machinists experience is holding tooling to necessary tolerances in holes, walls, and threads. Typically, this is an iterative process that can be tedious and stressful, especially for inexperienced machinists. While each job presents a unique set of challenges, there are rules of thumb that can be followed to ensure that your part is living up to its accuracy demands.
Bob Vila has been America’s Handyman since 1979. As the host of beloved and groundbreaking TV series including “This Old House” and “Bob Vila’s Home Again,” he popularized and became synonymous with “do-it-yourself” home improvement.
If you continue to experience troubles maintaining tight tolerances despite this blog post, consult the Harvey Tool or Helical Solutions tech team, as the problem may exist outside of your machine. Temperature and humidity can vary how gummy a material is, and can lead to workpiece expansion and contraction. Additionally, the foundation of buildings can expand and contract due to outside temperature, which can result in upped runout and irregular vibration in a spindle.
Other methods create a more concentric pressure, gripping the tool’s shank over a larger surface area. Hydraulic tool holders create this scenario. They are tightened via a pressurized fluid inside the bore of the holder, creating a more powerful clamping force on the shank.
Diameter is an important factor when calculating deflection. Machinists oftentimes use the cutter diameter in the calculation of long flute tools, when in actuality the core diameter (shown below) is the necessary dimension. This is because the fluted portion of a tool has an absence of material in the flute valleys. For a reached tool, the core diameter would be used in the calculation until its reached portion, at which point it transitions to the neck diameter. When changing these values, it can lower deflection to a point where it is not noticeable for the reached tool but could affect critical dimensions in a long flute tool.
Maintaining tolerances when machining walls is made difficult by tool deflection, or the curvature a tool experiences when a force is applied to it. Where an angle is appearing on a wall due to deflection, opt for a reached tool to allow for less deflection along the tool’s neck. Further, take more axial depths of cut and machine in steps with finishing passes to exert less pressure on the tool. For surface finish tolerances, a long fluted tool may be required to minimize evidence of a tool path left on a part.
Harvey Performance Company offers the Machining Advisor Pro application, a free, cutting-edge resource that generates custom running parameters for optimized machining with all of Helical Solutions’ and Harvey Tool’s products.
A Weldon flat can be used to create additional strength within the tool holder. The tool holder locks a tool in place with a set screw pushing on a flat area on the tool shank. Weldon flats offer a good amount of pull-out prevention due to the set screw sitting in the recessed shank flat. Often seen as an outdated method of tool holding, this method is most effective for larger, stronger tools where runout is less of a concern.
Another critical parameter of speeds and feeds is finding the best possible feed rate for your job, for sake of both tool life and achieving maximum shop efficiency. Pushing your tool too aggressively can result in breakage, but being too conservative can lead to recutting chips and excess heat generation, accelerating tool wear.
Articles may contain affiliate links which enable us to share in the revenue of any purchases made. Registration on or use of this site constitutes acceptance of our Terms of Service.
To kick off this project, I spent 20 hours researching drills and drill bits for common household repairs, maintenance, and DIY projects and learning about best drilling practices. Then I began searching the most reputable tool brands to find the best drill bit designs and materials available. After reviewing more than 50 drill bit sets, I selected our top picks based on functionality, size combinations, cost, and availability.
Another factor to consider is the coating composition on a tool. Harvey Tool and Helical Solutions offer many varieties of tool coatings for different materials. Some coatings increase lubricity, slowing tool wear, while others increase the hardness and abrasion resistance of the tool. Not all coatings increase your tool’s life in every material, however. Be wary of coatings that don’t perform well in your part’s material – such as the use of AlTiN coating in Aluminum (Both coating and material are aluminum-based and have a high affinity for each other, which can cause built-up edge and result in chip evacuation problems).
Glenda Taylor is a BobVila.com staff writer with a background in the residential remodeling, home building, and home improvement industries. She started writing for BobVila.com in 2016 and covers a range of topics, including construction methods, code compliance, tool use, and the latest news in the housing and real estate industries.
In the United States, standard drill bits are most often sized in fractional 1/64-inch increments, commonly ranging from 1/16 inch up to 1 inch. Those needing a larger hole can opt for a spade bit or hole-saw bit. Bit size may also be labeled in millimeters and decimals, but don’t worry about trying to figure out which sizes are equivalent: Conversion charts are posted everywhere bits are sold, and they can be found online as well.
A flared Corner Rounding End Mill leaves an incomplete radius but allows for more forgiveness. Additionally, this tool leaves a clean surface finish and does not require a second finishing operation to clean leftover marks. An unflared corner radius leaves a complete radius on the workpiece, but requires more set-up time to make sure there is no step.
Drilling into masonry requires a hard, tough bit. Bosch Blue Granite masonry drill bits feature a heavy-duty build, with high-temperature-brazed diamond-ground carbide tips for accurate and aggressive drilling as well as milled U-flutes with deep-cut spirals for rapid dust removal. The softened smooth shanks offer a secure grip in the drill chuck. This set includes seven drill bits in five popular sizes: one ⅛ inch, two 5/32 inch, two 3/16 inch, one ¼ inch, and one ⅜ inch.
Because of the fragility of miniature tools, the tool path must be programmed in such a way as to avoid a sudden amount of cutting force, as well as permit the distribution of cutting forces along multiple axes. For these reasons, the following practices should be considered when writing a program for a miniature tool path:
When viewing a tolerance, there’s an upper and lower dimension, meaning the range in which the dimension of the tool can stray – both above and below what its size is said to be. In the below example, a .030″ cutter diameter tool’s size range would be anywhere between .0295″ and .0305.”
In conventional milling, the chip width starts from zero and increases gradually, causing the process of heat generation onto the workpiece rather than the chips. Heat generation causes deformities and tool failure such as work hardening, creating more headaches for a machinist. For this reason, conventional milling is generally only recommended for tools with high toughness or for breaking into case hardened materials.
Choosing between a Corner Rounding End Mill and a Back Corner tool boils down to the location on the part you’re machining. A Back Corner Rounding End Mill should be utilized to put a radius on an area of the part facing the opposite direction as the spindle. While the material could be rotated, and a front Corner Rounding End Mill used, this adds to unnecessary time spent and increased cycle times. When using a Back Corner Rounding End Mill, ensure that you have proper clearance for the head diameter, and that the right reach length is used. If there is not enough clearance, the workpiece will need to be adjusted.
Each tool holder style has its own unique properties that must be considered prior to beginning a machining operation. A secure machine-to-tool connection will result in a more profitable shop, as a poor connection can cause tool runout, pull-out, scrapped parts, damaged tools, and exhausted shop resources. An understanding of tool holders, shank features, and best practices is therefore pivotal for every machinist to know to ensure reliable tool holding.
Yes, cheap HSS drill bits can drill a soft metal like aluminum, but aluminum’s low melting point becomes problematic with HSS bits due to heat buildup with extended use. For the cleanest, most precise results, heat-resistant cobalt-alloy bits—such as those in this Irwin set—make the best choice.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
The only weak points I noticed were in regard to the storage case, which features a sliding latch that sometimes becomes misaligned or sticks in place. The set is probably best for shop use only rather than carrying around in a tool box. The plastic cartridges that hold the bits in place are removable “for transport,” but the kit has no other carry case to insert the cartridge into. I did like that a tap and drill selection chart is included in the case, however. While the case could stand some improvement, the high-quality bits and moderate price point make this Irwin set worthwhile.
It’s important to understand not only what your tool needs, but also general best practices to avoid common machining mishaps. For instance, it is important to use a tool with a length of cut only as long as needed, as the longer a tools length of cut is, the greater the chance of deflection or tool bending, which can decrease its effective life.
Reached tools are typically used to remove material where there is a gap that the shank would not fit in, but a noncutting extension of the cutter diameter would. This length of reach behind the cutting edge is also slightly reduced from the cutter diameter to prevent heeling (rubbing of noncutting surface against the part). Reached tools are one of the best tools to add to a tool crib because of their versatility and tool life.
Long Flute tools have longer lengths of cut and are typically used for either maintaining a seamless wall on the side of a part, or within a slot for finishing applications. The core diameter is the same size throughout the cutting length, leading to more potential for deflection within a part. This possibly can lead to a tapered edge if too little of the cutting edge is engaged with a high feed rate. When cutting in deep slots, these tools are very effective. When using HEM, they are also very beneficial due to their chip evacuation capabilities that reached tools do not have.
The basic concept of any tool holder is to create a compression force around the cutting tool’s shank that is strong, secure, and rigid. These come in a variety of styles, each with its own spindle interface, taper for clearance, and compression force methods.
Drill bits are not universal. Brands are not important, but the size of the drill bit’s shank must be compatible with the drill’s chuck. For instance, many cordless drills are made with a ⅜-inch chuck, so a bit with a ½-inch shank would not be compatible. Torque is also important to consider. Larger bits require more torque from a more powerful drill to work properly, but thinner bits must be specially designed to work with high torque drills to avoid damage.
With 300 pieces, this versatile Ryobi kit is ideal for DIYers on a budget who find themselves tackling a different project every weekend. It includes 125 drill bits plus hole saws, nut drivers, screwdriver bits, and much more. The drill bits are perfect for drilling wood, metal, plastic, and masonry, and the driving bits work with a wide range of fasteners. The kit comes in a durable hard plastic carry case for easy transport.
In today’s ultracompetitive industry, every machine shop seeks even the slightest edge to gain an advantage on their competition and boost their bottom line. However, what many machinists don’t know is that improving their shop’s efficiency might be easier than they thought. The following five ways your shop is inefficient will provide a clear starting point of where to look for machinists desperate to earn a competitive edge.
Coolant can be an extremely effective way to protect your tool from premature wear and possible tool breakage. There are many different types of coolant and methods of delivery to your tool. Coolant can come in the form of compressed air, water-based, straight oil-based, soluble oil-based, synthetic or semi-synthetic. It can be delivered as mist, flood, high pressure or minimum quantity lubricant.
For Example: When looking at a diving board at rest without the pressure of a person’s weight upon it, the board is straight. But as the diver progresses down further to the end of the board, it bends further. Deflection in tooling can be thought of in a similar way.
Different types of combinations of hole basis and shank basis tolerances lead to different types of collet fits. The following table offers insight into a few different types of preferred fits and the shank tolerances that are required for each.
High Efficiency Milling (HEM), is a roughing technique that uses the theory of chip thinning by applying a smaller radial depth of cut (RDOC) and a larger axial depth of cut (ADOC). The parameters for HEM are similar to that of finishing, but with increased speeds and feeds, allowing for higher material removal rates (MRR). HEM utilizes the full length of cut instead of just a portion of the cutter, allowing heat to be distributed across the cutting edge, maximizing tool life and productivity. This reduces the possibility of accelerated tool wear and breakage.
Another critical aspect of speeds and feeds, the best feed rate for a job varies considerably by tool type and workpiece material. If you run your tool with too slow of a feed rate, you run the risk of recutting chips and accelerating tool wear. If you run your tool with too fast of a feed rate, you can cause tool fracture. This is especially true with miniature tooling.
I could have easily flipped a coin and awarded the DeWalt titanium-coated bits Best Overall due to the competitive bit quality, price, and performance. I liked that this kit includes several duplicates in case of lost or broken pieces, but since it doesn’t have as large a selection as the Milwaukee set, I placed it here.
Try to minimize runout and deflection as much as possible when micromachining with miniature end mills. This can be achieved by using a shrink-fit or press-fit tool holder. Maximize the amount of shank contact with the collet while minimizing the amount of stick-out during an operation. Double check your print and make sure that you have the largest possible end mill because bigger tools mean less deflection.
Do not approach a miniature slot the same way as you would a larger slot. With a miniature slot, you want as many flutes on the tool as possible, as this increases the rigidity of the tool through a larger core. This decreases the possibility of the tool breaking due to deflection. Because there is less room for chips to evacuate with a higher number of flutes, the axial engagement must be decreased. With larger diameter tools you may be stepping down 50% – 100% of the tool diameter. But when using miniature end mills with a higher flute count, only step down between 5% – 15%, depending on the size of the diameter and risk of deflection. The feed rate should be increased to compensate for the decreased axial engagement. The feed can be increased even high when using a ball nose end mill as chip thinning occurs at these light depths of cut and begins to act like a high feed mill.
Understanding shank tolerances is an intricate part of the machining process as it impacts which tool holder is appropriate for your job. A secure holder connection is vital to the performance of the tool in your application. With an h6 shrink fit holder, the result is a secure connection with stronger gripping power. However, only certain shanks are able to be used with this type of holder. From the letter designation assigned to a shank, to whether that letter is upper or lowercase, each detail is vital to ensuring a proper fit between your tools shank and its corresponding shrink fit holder.
The shrink fit holder is one of the more popular styles of tool holders because of its ability to be more customizable, as evident in the chart above. In this method, a collet is heated to expand, then cooled to contract around the shank of a tool. At room temperature, a cutting tool should not be able to be inserted into a shrink fit holder – only when the holder has undergone thermal expansion due to the introduction of a significant amount of heat should the tool fit. As the holder cools, the tool is held tighter and tighter in place. Typically, a holder is heated through a ring of coils by an induction heater. It is important to heat the holder uniformly, paying mind to not overheat it. Doing so could cause the shank that is being held to expand within the holder and remain stuck.
There are two ways to cut material when milling: Climb Milling and Conventional Milling. In conventional milling, the cutter rotates against the feed. In this method, chips will start at theoretical zero and increase in size. Conventional milling is usually recommended for tools with higher toughness, or for breaking through case hardened materials.
When drilling into wood, PVC, and aluminum, Milwaukee’s Quad Edge drill bit tips were both accurate and fast. I was also impressed with the clean, dust-free holes they drilled, due at least in part to the unique variable helix flute design that seemed to push debris up and away more easily than other bits.
Another factor in prolonging tool life is proper tool holding. A poor tool holding strategy can cause runout, pullout, and scrapped parts. Generally, the most secure connection has more points of contact between the tool holder and tool shank. Hydraulic and Shrink Fit Tool Holders provide increased performance over other tightening methods.
Some drilling applications highlight the importance of choosing the best bits. While materials like stainless steel and cast iron can destroy most drill bits, these Norseman M42 cobalt alloy bits are up to the task. The 8 percent cobalt alloy used in these bits gives them improved hot hardness for outstanding durability under tough drilling conditions. They keep a sharper edge longer than either titanium-oxide-coated HSS or M35 cobalt, and they can be sharpened many times over for an extremely long working life.
Tool deflection has a much greater impact on the formation of chips and accuracy of the operation in micromachining operations, when compared to conventional operations. Cutting forces concentrated on the side of the tool cause it to bend in the direction opposite the feed. The magnitude of this deflection depends upon the rigidity of the tool and its distance extended from the spindle. Small diameter tools are inherently less stiff compared to larger diameter tools because they have much less material holding them in place during the operation. In theory, doubling the length sticking out of the holder will result in 8 times more deflection. Doubling the diameter of an end mill it will result in 16 times less deflection. If a miniature cutting tool breaks on the first pass, it is most likely due to the deflection force overcoming the strength of the carbide. Here are some ways you can minimize tool deflection.
Mark Wolfe is a writer, product tester, and avid DIYer who lives in an older home with a long to-do list of maintenance tasks. When he isn’t writing, he spends his time upgrading, repairing, and replacing anything and everything in his house, yard, and garden. He tests and writes reviews about all kinds of tools, lawn care and home repair products, and outdoor-living goods.
I tested the picks in a workshop using a benchtop drill press with a keyed chuck and a cordless drill driver with a keyless chuck. Test materials included wood, PVC, and aluminum for titanium-coated high-speed steel bits; cast iron, stainless steel, and aluminum for cobalt alloy bits; brick, cinder block, and poured concrete for masonry bits; and ceramic, travertine, and glass tiles for carbide-tipped tile bits.
A Corner Rounding End Mill is typically used to add a specific radius to a workpiece, or in a finishing operation to remove a sharp edge or burr. Prior to selecting your tool, mull the following considerations over. Choosing the right tool will result in a strong tool with a long usable life, and the desired dimensional qualities on your part. Choosing wrong could result in part inaccuracies and a subpar experience.
Over the course of his decades-long career, Bob Vila has helped millions of people build, renovate, repair, and live better each day—a tradition that continues today with expert yet accessible home advice. The Bob Vila team distills need-to-know information into project tutorials, maintenance guides, tool 101s, and more. These home and garden experts then thoroughly research, vet, and recommend products that support homeowners, renters, DIYers, and professionals in their to-do lists.
Read on to find out more about the materials and design features used to construct high-quality drill bits, the different kinds of bits available, and how to find the type you need. Ahead, learn about the details of the best drill bits and how they performed in testing. But first, have a look at the picks.
When one is assembling a tool kit for home improvement, maintenance, construction, and a wide variety of building and installing projects, one of the first items purchased is often a power drill, followed by an assortment of drill bits. These attachable cutting implements bore into surfaces, drilling a wide range of hole types and sizes. There’s a nearly endless supply of drill bits on the shelves of home improvement stores in different types, sizes, and material options—each suited to specific tasks—and a DIYer must know the appropriate one to use.
I tested the Norseman M42 cobalt bits in stainless steel, cast iron, and aluminum, first using a benchtop drill press and again with a cordless drill/driver. Operation with the drill press was incredibly smooth. With only a few drops of oil to lubricate the bit, the split point easily penetrated on contact and left holes with crisp, clean edges. The metal chips were small and evenly sized—even with stainless steel, which with lesser bits can produce wiry edges or “bird nests” around the hole.
It seems elementary, but selecting the best tool for your application can be confusing. With so many different geometric styles for tooling – overall length, length of cut, reach, number of flutes – it can sometimes be difficult to narrow down one specific tool for your job. Oftentimes, machinists opt for general purpose tooling that can perform a variety of operations, overlooking the option that’s optimized for one material and job.
Another way to minimize deflection is having a full grasp on the differences between a long flute and a long reach tool. The reason for such a difference in rigidity between the two is the core diameter of the tool. The more material, the more rigid the tool; the shorter the length of flute, the more rigid the tool and the longer the tool life. While each tooling option has its benefits and necessary uses, using the right option for an operation is important.
It is important to note that most sources list IT tolerances in millimeters, while the graph below has been translated to inches. Operations that require more precise manufacturing, such as reaming, will have lower IT grades. Operations that do not require manufacturing to be as precise will have higher IT grades.
A feature on a variety of high performance end mills, variable helix, or variable pitch, geometry is a subtle alteration to standard end mill geometry. This geometrical feature ensures that the time intervals between cutting edge contact with the workpiece are varied, rather than simultaneous with each tool rotation. This variation minimizes chatter by reducing harmonics, which increases tool life and produces superior results.



 0086-813-8127573
0086-813-8127573