
Tractor Supply Co Locations & Hours Near Rome, NY - tsc rome ny
Climbmilling
We must understand that another difference between these two milling methods is that the resulting chips are separated from the workpiece in a different way. In the post-milling process, the chips are thrown in an upward motion, while in the down-milling process, the chips are separated in a downward direction. This means that in upward milling, chips tend to accumulate in the cutting area, and may be blocked or carried away by the cutting edge during milling, resulting in impaired surface finish. On the other hand, in downward milling, chips can easily vacate the workpiece without causing much interference in cutting. This is why down milling is considered more suitable for chip management.
Ideally, to ensure an excellent surface finish, consideration must be given to minimizing the chip thickness at the end of the cut. This is why it is preferable to use back milling in rough machining and back milling in finishing.
Advantagesanddisadvantages ofup milling and down milling

When quantifying the extent of plastic deformation, you can choose between "Depression" or "Impression". The software automatically detects which type is present if necessary. In addition to the evaluation at a single cutting plane position, you can also provide the mean and maximum value for the entire cutting edge.
Up milling and down millingwhich is better
Downward milling: The horizontal component of force is the same as the feed direction of the worktable. When the gap between the feed screw and the nut of the worktable is large, the worktable is easy to swing axially, causing the tool teeth to break, the shaft to bend, and the workpiece The fixing device shifts, or even the machine tool is damaged.
Up and down millingpdf
Upward milling: The chip thickness changes from 0 to maximum. The tool cannot cut into the part at first, and work hardening will reduce the surface quality.
Down milling: The milling cutter always acts on the part in the vertical direction, and the force is always downward. This has a pressing effect on the milled part, and it cuts stably. It is suitable for thin and slender piece workpieces that are difficult to clamp.
– Downward milling: cutting from thick to thin, and the cutter teeth are cut out from the unprocessed surface. When performing downward milling, the tool wear is relatively minimal, because it can cut the material in the same direction as the feed. Conducive to the use of milling cutters.
Conventionalmilling
Down-milling and up-milling is another method used to provide CNC milling services, which have advantages in a given situation or application. The fundamental difference between the two is their cutting and feeding direction. In downward milling, the material is supplied in the same direction as the rotation of the cutting tool. On the other hand, in top milling, the cutting direction of the material is opposite to the direction of rotation of the cutting tool.
This method involves feeding the workpiece in the same direction as the cutting tool rotates, thereby generating a downward cutting force. The direction of the component force applied by the milling cutter to the workpiece during feeding is the same as the feeding direction of the workpiece. The engagement between the cutter and the workpiece at its entrance will cut the largest material, and then gradually reach zero as the cutter rotates. When the feed direction and the rotation direction of the cutting tool are the same, the resistance between the cutter and the workpiece is small. This may mean less heat is generated during machining.
Plainmilling
Users measure volume and area parameters, which are used to numerically determine the development of wear over a defined period of time. Based on this, types of wear such as flank wear, notch wear and plastic deformation can be determined. In conjunction with the automation interface "Automation Manager", measurement series for different tool types can be automatically configured, executed and organized.
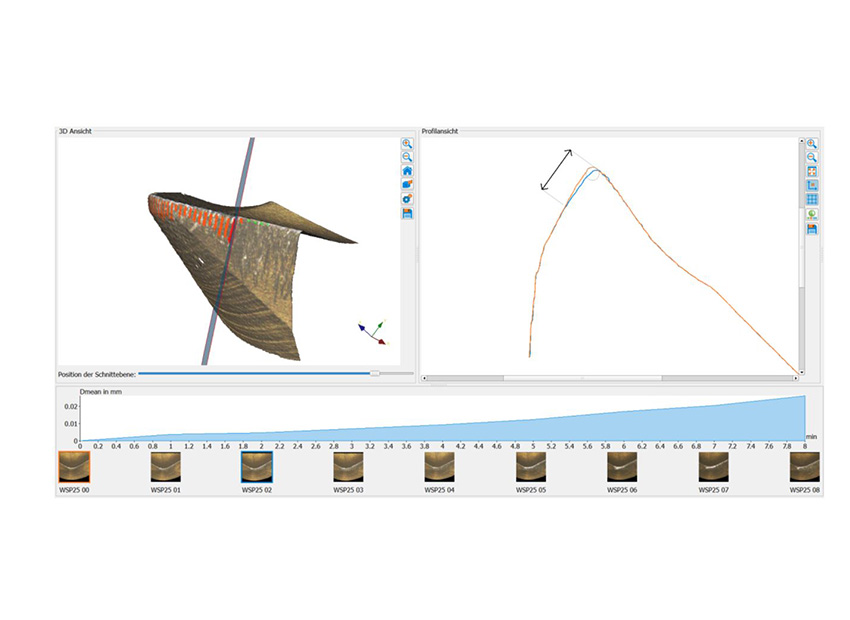

Do you already measure the wear of your cutting tools, but you are repeatedly confronted with high measurement uncertainties?The Bruker Alicona Wear Measurement enables you to visualize and quantitatively assess wear on cutting edges based on high-resolution real 3D measurement data. In this process, wear is measured and analyzed over a certain period of time. The measurements are performed over the tool's lifetime repeatedly, either directly in the machine or separately.The software is an extension of the Bruker Alicona measuring systems for optical cutting edge measurement. Users automatically measure differential parameters and wear parameters according to ISO 8688 (Tool Life Testing in Milling), such as flank wear.
Facemilling
Up and down millingprocess
Down milling: When the cutting edge of the milling cutter cuts into the workpiece for the first time, the chip thickness is the largest and gradually decreases to 0. The blade wears slowly and the surface quality is good.
According to their mutual direction, peripheral milling can be divided into two categories: upper milling and lower milling. Up-milling and down-milling are two common CNC milling processes. Each method has its specific advantages and disadvantages. Starting from the definition, please follow us to compare and understand the difference between up-milling and down-milling.
– Upward milling: When the cutting teeth contact the workpiece, they cannot immediately cut into the metal layer, but slide a short distance on the surface of the workpiece. In the sliding process, due to strong friction, a lot of heat will be generated. At the same time, the hardened layer is easily formed on the surface to be processed, which reduces the durability of the tool.
Leading tool manufacturers worldwide use Bruker Alicona for quality assurance of tools and cutting edges. The product range includes fully automatic measuring solutions in production and comprehensive analysis modules including visualization. Measuring systems can be operated without prior knowledge of metrology. Taught-in measuring programs are started at the push of a button; the user has no influence on the measuring result. All measurements are high-resolution, traceable and repeatable.
This method is called a conventional milling method, which involves feeding the workpiece in the direction of rotation of the cutting tool, thereby generating an upward cutting force, and the direction of the cutting speed is opposite to the feeding direction of the CNC milled part. Here, the cutting tool is forced to lean against the workpiece during joining, thereby generating a relatively high frictional force, which in turn generates a large amount of heat. In upward milling, as opposed to downward milling, the milling cutter starts to subtract the smallest material until it gradually cuts the largest material as it rotates.
Experts use countless CNC milling techniques to make the most of CNC machine tools, depending on the size, shape, features and materials of the parts being machined. One of these techniques used in the machinery industry is the use of different cutting methods, namely down-milling and post-milling. The use of the correct cutting method in a particular application plays a vital role in the successful processing.



 0086-813-8127573
0086-813-8127573