
What are the Best Drill Bits for Metal, Masonry & Most ... - best cobalt drill bits for hardened steel
Length is one of the first Geometry attributes to consider when selecting a drill. Most drills are available in Screw Machine (Stub Length), Jobber Length, and Custom Lengths. The shorter the length, the more rigid the Drill and the more precise it will be. To ensure proper chip clearance, the Flute Length must be long enough so you have flutes 2x the diameter above the hole.
Difference betweenCNC lathe and CNC milling
Thank you very much for your interest.Please fill out the form below to download the requested document.If you accept the storage of cookies, this form appears only once during your visit.
Bob is responsible for the development and implementation of the popular G-Wizard CNC Software. Bob is also the founder of CNCCookbook, the largest CNC-related blog on the Internet.
CNC lathebrands
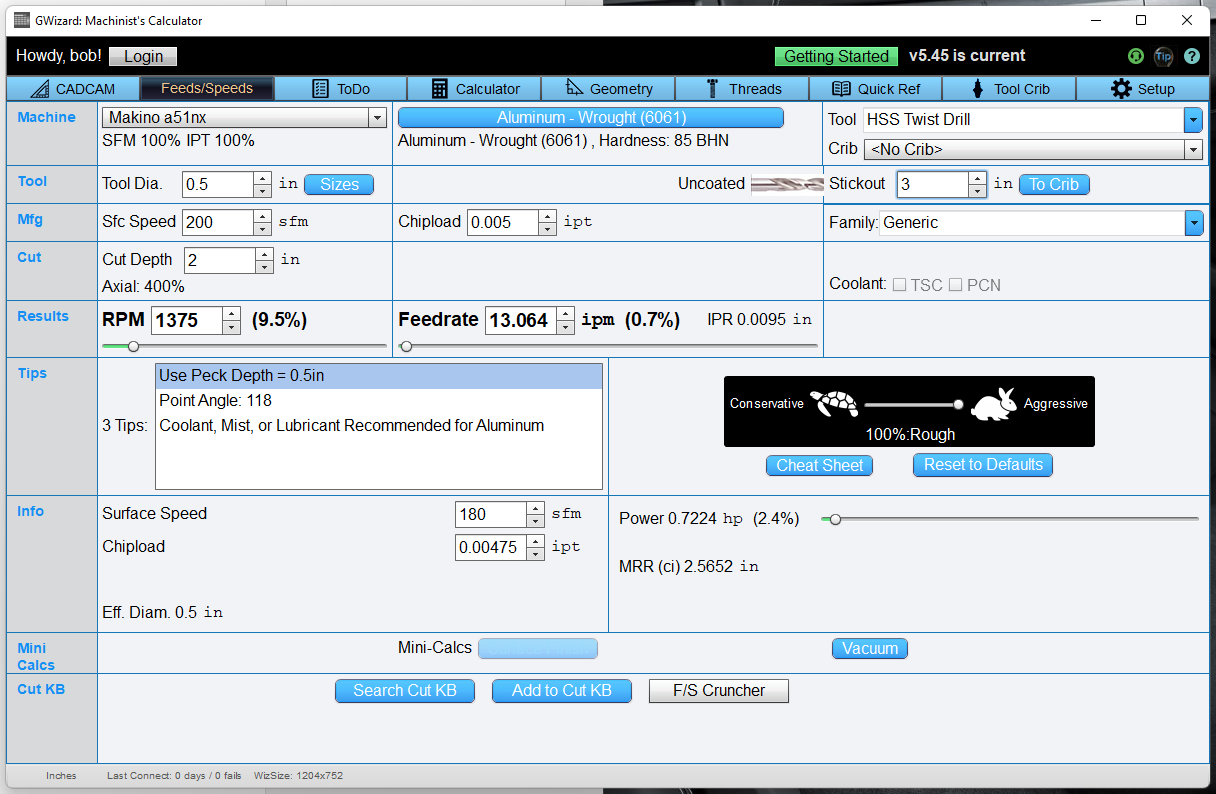
As a matter of fact, GW Calculator will tell you quite a few interesting things to improve your twist drilling including when you need to use a Peck cycle (where the twist drill is retracted periodically as it moves down the hole to break chips) and what point angle will work best with your chosen material.
HSS drills can only go to 2-3x diameters deep then they must peck. Carbide can drill up to 5x diameter before needing to peck.
Because it is so brittle, it should be reserved for production drilling using a high quality tool holder and drilling machine. Solid Carbide Drills are not suitable for hand drills, and even drill presses are not ideal. Stick to Cobalt and HSS drills for those applications.
The basic principle of turning has not changed since the lathe was invented. A workpiece is rotated in the main spindle and a cutting action is generated through contact with a static turning tool. The tool advances in two axes so that the workpiece is machined longitudinally and axially. Modern CNC lathes go far beyond this simple principle and are becoming increasingly flexible miracles of precision.
If you haven’t tried our G-Wizard Feeds and Speeds calculator, get a free 30-day trial. Not only does it make these useful recommendations such as when you need a parabolic drill, it does a whole lot more besides!
Join 100,000+ CNC'ers! Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including:
Lathevs mill
Quality-oriented universal turning requires stable, low-vibration lathes that offer maximum power and precision at all times. The prerequisites for this are inherently rigid machine beds, robust box guideways or linear guides and high-precision rotary encoders and linear scales. Turrets with live tools or a tailstock and/or a steady rest for machining long workpieces increase the variety of machining possibilities.
Recently I had breakfast with a gentleman who was telling me his tale of woe. He had to drill hundreds of holes in some steel electrical panels on his CNC Router, and things were not going well.
The tools required for machining are housed in the lathe’s turret and are programmed to turn the workpiece as directed by each operation in the cycle. The turret has a certain number of tool positions. It is often possible to set up powered tools that can also perform in-cycle milling operations on the workpiece. Off-centre milling of complex workpieces can also be carried out using a Y-axis.
With over 150 years of experience in turning, DMG MORI offers comprehensive technological expertise, reflected in around 20 different series of CNC lathes. As a machine tool manufacturer, we build lathes for a wide range of applications, from versatile universal lathes and innovative turn-mill centres (Turn & Mill) to highly economical production turning centres.
CNC Lathecertification
Most Carbide Drills will come equipped with Parabolic Flutes. They reduce the need for peck drilling and provide higher performance. For more on Parabolic Flute Drills, see the linked article.
In production turning, the focus is on economical production of large series. To make this possible when machining more complex workpieces, DMG MORI offers lathes such as the NZ platform, as well as the SPRINT and MULTISPRINT models. They have more than one tool carrier, such as turrets, including driven tools. The NZ platform, for example, can deploy up to four turrets. Bar loaders or robot-supported workpiece handling systems ensure a constant supply of material.
6-sided complete machining involves finishing complex workpieces on all six sides in a single work area without the use of automation. This process starts by machining at the main spindle. The workpiece is automatically transferred to the counter spindle for machining the reverse of the component. Turning and milling operations can be carried out with one or more turrets at both the main and counter spindles. DMG MORI integrates milling on the CLX TC, CTX beta TC, CTX gamma TC and NTX turn-mill machines (Turn & Mill) to complete this process. The compactMASTER turn-mill spindle with a B-axis enables milling functionality comparable to that of a universal milling machine.
The work spindle or main and counter spindle of a lathe has a chuck in which the raw material is held. The speed and thus the resulting torque depends on the machining process.
In order to produce complex geometries, for a long time it was common to first turn workpieces and then finish them on milling machines. DMG MORI was one of the first manufacturers to integrate both technologies in one workspace. The advantage: Turning and milling in one work area reduces throughput times. Fewer manual clampings minimise the potential for error. This in turn increases component quality.
Carbide is the toughest material you can make a twist drill from. It is much harder than high speed steels (and Cobalt too). It can withstand a lot more heat as well as being harder. But it is also the most brittle material.
Millingmachine
DMG MORI has been a pioneer in production turning for decades. Solidly constructed machines ensure rigidity and precision when machining. With the NZ series, for example, up to four Y-axis turrets can be used in the work area. WASINO automatic lathes, on the other hand, represent maximum accuracy, especially in series production in the automotive sector.
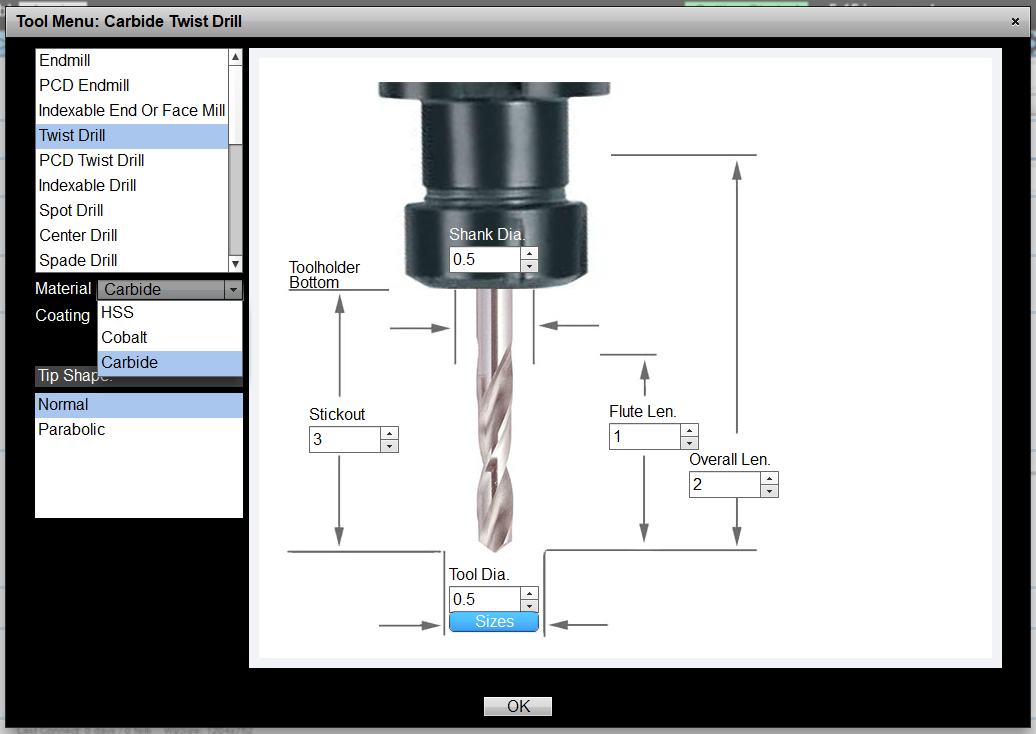
Once G-Wizard gives you a warning, it means you’re likely to have problems if you try to drill the hole without the requested drill geometry. Geometry is they key word in this case, and you can get G-Wizard to calm down and give you some feeds and speeds by popping open the Geometry window and selecting Parabolic flutes.
You can purchase both a carbide center drill as well as a carbide spot drill. I’m less enamored of the center drills, but a spot drill in carbide will last a long time and do a great job for you.
118 degree is common or wider 135 to 140 degrees are also available. Much more on Drill Bit Angles in our dedicated article on the subject.
Unlock access to your Share Hub and many other functions and services. With a central DMG MORI Account, you can use all services around the clock from anywhere and with any device.

Carbide can outlive cobalt by 10-20 times. If you’re able to get 100 holes from your Cobalt Drills, you should expect to get 1000 to 2000 holes with a Solid Carbide Drill.
Cnc lathe and millingfor sale
If you’re ready to spend the money for quality Carbide Drills, be sure you have high-quality Feeds and Speeds to work with them. Our G-Wizard Calculator is the perfect complement for your Carbide Drills.
Cnc lathe and millingpdf
Both in the entry-level range with the attractively priced CLX models and in the high-tech segment with the proven CTX and NLX lathes, DMG MORI sets standards in the machining of demanding precision workpieces. A powerful main spindle ensures that all models offer the right speed and the required torque. Distance between centres, centre height or swing diameter – the variety of models offers suitable sizes for every application.
For more information on Peck Drilling, see the linked article. You may also find our article on Deep Hole Drilling to be helpful.
Tool life on his drill bits in particular was terrible. Knowing that CNC Router spindles typically run too fast for HSS and Cobalt drills, as well as that Carbide Drill Speeds and Feeds can be run a lot faster and have longer tool life to boot, I suggested he try Carbide.
As you can see, there’s some complexity involved with any hole more than a few diameters deep. The reason the Parabolic Flute Drill can help is its unique flute design. Here we can compare standard versus parabolic flutes side by side:
The Material Removal Rate is 2.57 cubic inches per minute. Now, let’s try that same hole with a Carbide Drill. To change, click the Tool button:
The big deal on the parabolics is the faster spiral. I’ve marked the same number of turns in the diagram, and we can see that for a given number of turns, the parabolic will have moved the chips further up the helix due to its faster spiral. Parabolic drills often have other geometry advantages including more room in the flute for more chips and a wider web on the tip for greater durability.
The increasing variety of applications has meant that turning has continued to evolve. Therefore, in addition to universal CNC lathes, turn-mill centres and production lathes are commonly found on the shop floor. In each of these areas, DMG MORI offers machine series that deliver performance and precision – from the CLX, CTX and NLX models for universal turning and the turn-mill series CLX & CTX TC and NTX to production lathes, including the SPRINT models, the NZ platform and the WASINO series.
The CLX 450 TC is the entry-level tool for turning and milling. The numerous models in the CTX beta TC, CTX gamma TC and NTX series mean that there is a suitable machine for every application, regardless of the weight of the workpiece. The Turn & Mill machines are equipped with the compactMASTER milling spindle.
Parabolics are quite a bit more expensive than the average jobber length twist drills, but for deep holes, they’re darned well worth it. They may even be worth it in shallower depths just because of the increased feedrates they can bring.
A 30 degree helix angle is good for General Purpose Drilling. Smaller helix angles (down to 10 degrees) for harder steels and aluminum alloys. Large angles (up to 40 degrees) for tough materials.
Productive manufacturing solutions are essential for long term competitiveness in a competitive global market. Above all, automation is increasingly finding its way into production. DMG MORI has been supporting this trend in turning for many years. First of all, bar processing was automated using bar feeders and integrated robots for removing workpieces. This was followed by gantry loaders for chucking. Today, holistic automation solutions such as the Robo2Go models, the MATRIS light and the IMTR complete DMG MORI’s portfolio for implementing fully automatic processes in turning and turning/milling.
You can look up the best point angle in references like the Machinery’s Handbook, or you can use our G-Wizard Calculator to tell you the right point angle for any given material you’ve chosen:
If you’ve ever used G-Wizard Calculator to try to figure feeds and speeds for deeper holes, you may have noticed it recommending a “Parabolic”:
CNC LatheMachine price
– At 20x diameter, it’s become a black art. Time for some sort of custom Deep Hole Cycle g-code programming and maybe a call to your tooling dealer for something that’s probably either very expensive or very slow.
The problem with peck drilling is it increases tool wear. Most tool wear occurs at the beginning of a cut. Peck drilling restarts the cut with every peck. In addition it is much slower to peck.
Production turning is characterised by the efficient manufacture of large quantities. With additional turrets or spindles, as well as live tools, even complex turned parts can be machined from bars quickly and economically. Bar loaders ensure a constant supply of material so that machine run times are maximised. Various robot-supported automation solutions can be used to machine components from billet.
The patented compactMASTER milling spindle is the heart of the Turn & Mill models from DMG MORI. Its ultra-compact dimensions and large swivel range enable optimal use of the working area. Depending on the machine model, a disc magazine or chain magazine automatically supplies the spindle with tools.
Get access to many useful digital functions and services and have all important data at a glance. With a central DMG MORI Account, you can use all services around the clock from anywhere and with any device.
As mentioned, it will tell you the optimum point angle for the material you’re working with. But it can do a lot more besides.
They can also run 3-5x faster, due to their being able to run at much higher SFM values. Because of their enhanced life and speed, the cost per hole is usually the lowest with Carbide.
With Through Spindle Coolant (TSC), coolant is fed through internal passages in the Carbide Drill. It emerges at the very tip of the drill where it can do the most good in aiding cooling and chip evacuation.



 0086-813-8127573
0086-813-8127573