
What Color Are Metal Drill Bits? A Comprehensive Guide - what color are metal drill bits
I acknowledge carbon cutters can be run at higher speeds than HSS but as a generalisation is 1 or 2 my preferred mental guide as to RPM?
It's RPM that has to reduce in order to keep surface speed (unit length per unit time) at the periphery within working range.
The acquisition of Helical Solutions better positions both brands to compete and grow. “We’re all experiencing it, the industry continues to evolve and the pace of change is accelerating.” said Jenkins. “Size and scale matters in this industry, but that said, we plan on maintaining and growing both the Helical and the Harvey Tool brands indefinitely.”

This thread is a good starting point for this topic it is reachable through the home page under workshop processes but here is the link for it. Thread 95687 cutting speed tables
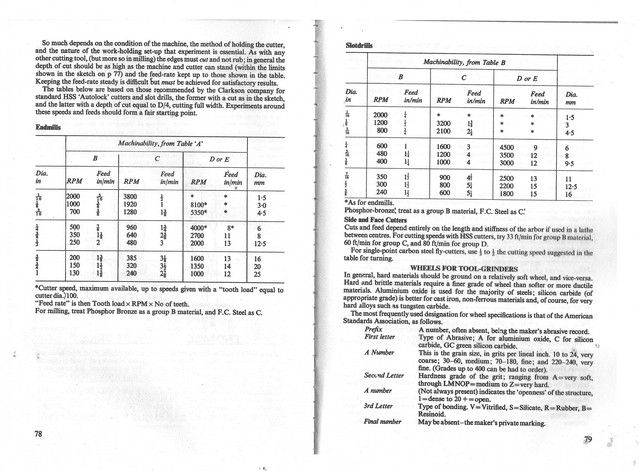
= 1600*4* 0.001= 6.4 Inches per min. Tom’s numbers are at the bottom of this range, and he states the tables came from Clarksons Autolock Chuck data. with more modern spiral endmills with various coatings and the increasing use of carbide cutters in the home workshop, his tables aRe becoming outdated
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Maximum end mill size on the Sherline is realistically 1/4" and for that I would run at your maximum speed all the time except when fly cutting.
Home › Forums › Beginners questions › Milling Speeds for end mills This topic has 32 replies, 16 voices, and was last updated 8 November 2020 at 01:13 by duncan webster 1. Viewing 25 posts - 1 through 25 (of 33 total) 1 2 → Author Posts 23 October 2020 at 10:33 #10507 Chris TickTockParticipant @christicktock Advert 23 October 2020 at 10:33 #502885 Chris TickTockParticipant @christicktock Hi Guys, Have read contradictory advice over milling speeds for end mills. I should state I have a Sherline Mill Namely I have read: A bigger end mill can cope with higher speeds removing metal. RPM is approx the recommended 4 X CS (per metal) divided by size of cutter in inches. Nos. 2 then means increasing speed as cutter size is reduced, Nos. ! implies the opposite. Which is right here? I acknowledge carbon cutters can be run at higher speeds than HSS but as a generalisation is 1 or 2 my preferred mental guide as to RPM? Regards Chris Edited to fix formatting only. Edited By SillyOldDuffer on 23/10/2020 11:23:25 23 October 2020 at 10:53 #502895 Mick B1Participant @mickb1 No. 2 is correct in that surface speed at the periphery has to reduce as diameter increases. However, No. 1 can be correct in terms of volume per unit time of metal removal – providing the machine has the torque to achieve it, the mill and workholding have the strength to withstand it, and lubrication is adequate to prevent overheating. Those last three can require quite good mathematical capability to resolve and may require data that isn't easy to obtain – so they are often only accurately resolved in volume production operations where the manufacturing cost saving would justify the resource cost in time and expertise. 23 October 2020 at 11:02 #502898 EmgeeParticipant @emgee Chris In 1, are you confusing "volume of material removed" by a larger endmill with cutting speed ? A larger cutter will always win on volume of material removed provided adequate machine specs are suitable. Emgee 23 October 2020 at 11:07 #502901 Martin ConnellyParticipant @martinconnelly55370 This thread is a good starting point for this topic it is reachable through the home page under workshop processes but here is the link for it. Thread 95687 cutting speed tables Martin C 23 October 2020 at 11:21 #502903 SillyOldDufferModerator @sillyoldduffer Agree with Mick. Chris's first point is ambiguous: 'A bigger end mill can cope with higher speeds removing metal.' I'd restate it: 'A big cutter can remove metal faster than a small one.', which breaks the misleading link to 'speed' as used in No.2 It's cutter speed over the metal in metres per second that matters. Surface speed depends on RPM and tool diameter. To get the same surface speed a small diameter cutter has to be rotated faster than a big one. May be a typo in Chris's Point 2 where he refers to Carbon Cutters running faster than HSS. Carbide Cutters can be run 5 to 20 times faster than HSS, not Carbon. Carbon Steel Cutters are run considerably slower than HSS and require careful attention to cooling because they can't take heat. These days most cutters are made of HSS, the obvious exceptions being Silver Steel, inexpensive taps and dies, and woodworking tools. (Which don't get hot!) Dave 23 October 2020 at 12:00 #502910 Dave HalfordParticipant @davehalford22513 This (A bigger end mill can cope with higher speeds removing metal.) sounds like feed speed as they are stronger and able to take the extra depth of cut.. 23 October 2020 at 13:25 #502922 Chris TickTockParticipant @christicktock Thanks Guys, All makes sense now. Nos 2 is correct. Nos 1 needs qualifying in terms of feed. If you were to feed a 1mm end mill too quickly it would not last long, especially if carbide (yes carbon was a typo). But that same 1mm carbide end mill needs higher speeds than say a 5mm. Chris 23 October 2020 at 15:29 #502951 Mick B1Participant @mickb1 Posted by SillyOldDuffer on 23/10/2020 11:21:25:
End mill cutting speedformula
Model Engineer and Model Engineers' Workshop are leading magazines for modellers, with reputations for bringing you the best tips, tricks, and inspiration from the model engineering world. From miniature steam locomotives to clocks and tools, get the most out of your hobby with Model Engineer and Model Engineer's Workshop.
These recommended speeds are generally maximums for industrial use where time is money. For a tool material such as HSS they are the speeds at which you can expect overheating to occur which will reduce the working life of the cutting edge. It will not hurt the tool to be running below the recommended speed but there may be other issues such as the finish of the cut surface being poorer. For small cutters the biggest risk is that running them slowly requires a very slow feed rate to keep the chip load acceptable to avoid broken bits. Not too hard to achieve with well controlled motor drives or CNC but jerky hand wheel movements can snap a small cutter with ease.
Milling speeds and feeds chart pdf
Search for: Home › Forums › Beginners questions › Topics Viewing 25 topics - 1 through 25 (of 25 total) Topic Voices Posts Last Post Steam Model Days in the Industrie Museum in Lauf an der Pegnitz Started by: Werner Schleidt in: Exhibitions, Shows and Club Events 6 10 12 November 2024 at 19:14 Weary I am aghast at Mattel/Fisher Price Started by: Michael Gilligan in: The Tea Room 1 1 12 November 2024 at 19:09 Michael Gilligan Penny-Pinching Started by: Michael Gilligan in: Electronics in the Workshop 14 20 12 November 2024 at 18:17 Mark Rand New motor/esc for mill? Started by: robert bushill in: Manual machine tools 9 15 12 November 2024 at 18:12 noel shelley Water tank Started by: Speedy Builder5 in: Materials 7 10 12 November 2024 at 18:07 Nigel Graham 2 Trapezoidal tap drill size ? Started by: jim1956 in: Beginners questions 7 9 12 November 2024 at 18:02 bernard towers Machining 1050 Grade Aluminium Started by: Steve Withnell in: Materials 6 6 12 November 2024 at 18:01 Ian Johnson 1 Spring material advice needed Started by: old mart in: Materials 8 10 12 November 2024 at 17:58 Nigel Graham 2 Tom Senior Vertical Mill Y axis stuck Started by: tgglass in: Beginners questions 9 11 12 November 2024 at 17:51 old mart Verifying A Metal (Gilding Metal?) 1 2 Started by: Nigel Graham 2 in: Materials 10 31 12 November 2024 at 17:48 Nigel Graham 2 30 Year old MOTORUN 3 Phase Static converter 1 2 Started by: mr fixit in: Introduce Yourself – New members start here! 12 49 12 November 2024 at 15:59 densleigh M3x0.36 (fine) thread screws Started by: Gareth Jones 9 in: Materials 4 4 12 November 2024 at 15:30 DC31k Tool room humour 1 2 Started by: Ian Johnson 1 in: The Tea Room 21 32 12 November 2024 at 13:31 Juddy Horizontal mill cutter runout 1 2 Started by: Mick Bailey in: Manual machine tools 17 32 12 November 2024 at 13:23 Michael Gilligan Hemingway engraving tool 1 2 Started by: Mike Waldron in: Manual machine tools 11 34 12 November 2024 at 01:21 david bennett 8 Mill Engine at Milnrow Started by: Michael Gilligan in: The Tea Room 3 5 11 November 2024 at 23:25 duncan webster 1 Modified Jensen 20G Orphan Steam Engine Running off a 4″ MSM Copper Boiler Started by: Blue Heeler in: Stationary engines 1 1 11 November 2024 at 22:15 Blue Heeler Farm Boy 1 2 3 4 Started by: Dalboy in: I/C Engines 14 87 11 November 2024 at 19:18 Dalboy What did you do Today 2024 1 2 … 17 18 Started by: JasonB in: The Tea Room 66 438 11 November 2024 at 16:34 Ian Hewson CL500 servicing and information Started by: davehutchings in: Introduce Yourself – New members start here! 3 3 11 November 2024 at 13:10 Michael Gilligan Sanding Station Started by: Michael Gilligan in: Workshop Tools and Tooling 11 16 11 November 2024 at 11:45 Plasma Horizontal Mill Identification Started by: Mike Freeman in: Workshop Tools and Tooling 3 3 10 November 2024 at 21:21 not done it yet Scroll Saw Blades for Steel Started by: James Alford in: Workshop Tools and Tooling 8 12 10 November 2024 at 17:57 James Alford Tap alignment in the mill and lathe? 1 2 Started by: Bo’sun in: Workshop Tools and Tooling 18 37 10 November 2024 at 17:54 Bo’sun Another One Gone! 1 2 Started by: Chris Crew in: The Tea Room 19 30 10 November 2024 at 14:27 John Haine Viewing 25 topics - 1 through 25 (of 25 total)
Chris's first point is ambiguous: 'A bigger end mill can cope with higher speeds removing metal.' I'd restate it: 'A big cutter can remove metal faster than a small one.', which breaks the misleading link to 'speed' as used in No.2
End MillSpeeds and Feeds chart
It's cutter speed over the metal in metres per second that matters. Surface speed depends on RPM and tool diameter. To get the same surface speed a small diameter cutter has to be rotated faster than a big one.
Treat published speeds as a starting point and adjust to suit machine and job in hand and as I tend to find with teh smaller machines they are best run towards the fast side but with reduced DOC and possibly feed to keep the motor in the sweet spot and to compensate for their lower rigidity.
There’s fundamental problems with Tom’s tables in the past I have used them but i became exasperated with my copied tables until I realised the error why? His speed for a 1/4” 4 tooth endmill is 960 in steel with 1 -3/4” feed , yet for a slot drill it lists 1600 rpm and a feed of 3” min. He has the headings the wrong way round! If you follow this point then the tables are very low in cut per tooth
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
Those last three can require quite good mathematical capability to resolve and may require data that isn't easy to obtain – so they are often only accurately resolved in volume production operations where the manufacturing cost saving would justify the resource cost in time and expertise.
I just gave a generic speed for "steel" using HSS to show Chris how the numbers work in the formula, Speed could have been anything from 50 to 150 feet per min ( 15-50m/min) depending on what steel and type of cut, type of cutter, any coating, etc as per my previous comment. If you take a look at the likes of Tubal Cain in Model Engineers Handbook he gives us 2000rpm for a 1/2" cutter in free cutting steel in which case 800rpm is a bit tame
Carbideend MillRPM chart
All makes sense now. Nos 2 is correct. Nos 1 needs qualifying in terms of feed. If you were to feed a 1mm end mill too quickly it would not last long, especially if carbide (yes carbon was a typo). But that same 1mm carbide end mill needs higher speeds than say a 5mm.
I'm sorry if I raised doubts when I corrected my earlier posting – it simply occurred to me that my wording was unclear: if you maintain RPM constant, surface speed at the periphery would obviously increase with diameter; and it's surface speed you have to hold within limits, so to maintain that you must reduce RPM as diameter increases. I don't know how to make it any clearer.
HSSend millSpeeds and Feeds Chart
using the 4*cs/ dia yields 1600 rpm ( cs= 100 fpm) Using a feed per tooth as recommended between 0.0005” and 0.002” this yields a feed rate of
Aluminum millingspeedchart
However, No. 1 can be correct in terms of volume per unit time of metal removal – providing the machine has the torque to achieve it, the mill and workholding have the strength to withstand it, and lubrication is adequate to prevent overheating.
Milling speeds and feeds Chart Metric
So from that you can see that to keep the materials cutting speed the same the RPM of a smaller cutter will be more than that of a larger cutter
I understood Mick to say in his 1st post rpm would have to be reduced to bring down the surface speed if using a larger cutter, although he didn't state rpm in his post, reducing the rpm reduces the surface speed at the cutter tip.
May be a typo in Chris's Point 2 where he refers to Carbon Cutters running faster than HSS. Carbide Cutters can be run 5 to 20 times faster than HSS, not Carbon. Carbon Steel Cutters are run considerably slower than HSS and require careful attention to cooling because they can't take heat. These days most cutters are made of HSS, the obvious exceptions being Silver Steel, inexpensive taps and dies, and woodworking tools. (Which don't get hot!)
Harvey Tool and Helical Solutions serve customers throughout North America and provide value through not only breakthrough product performance but also via technical expertise. “Helical Solutions has a top notch reputation across the industry for a best in class solution-based approach to engaging with customers.” stated Marcus Ralston VP of Sales for Harvey Tool. “I’ve admired their professionalism for years.” A limited and select distributor model remains a defining go to market strategy for both brands.
So from that you can see that to keep the materials cutting speed the same the RPM of a smaller cutter will be more than that of a larger cutter
That would depend on what cutting speed they chose to use for steel, it's quite a wide range, coatings or lack of would also determine speed . Type of cut would also comes into it as a full width cut is usually run slower than a side cut.
Cutting speedchart
This (A bigger end mill can cope with higher speeds removing metal.) sounds like feed speed as they are stronger and able to take the extra depth of cut..
I agree with Martin C – whether milling or turning I'm very often using speeds very much lower than maximum with HSS tooling, and you can, of course, still obtain very satisfactory finishes. Carbide demands much higher speeds in some situations – I'm less inclined to use it because I'm uncertain of its flexibility in that regard.
Steam Model Days in the Industrie Museum in Lauf an der Pegnitz I am aghast at Mattel/Fisher Price Penny-Pinching New motor/esc for mill? Water tank Trapezoidal tap drill size ? Machining 1050 Grade Aluminium Spring material advice needed Tom Senior Vertical Mill Y axis stuck Verifying A Metal (Gilding Metal?)
“We are very excited about the future of these two brands and are committed to growing manufacturing in Maine.” said Pete Jenkins CEO of Harvey Tool. “We decided to acquire Helical Solutions for many strategic reasons. Helical Solutions’ dedication to quality products, commitment to distribution, and strong service ethic are well known in the industry and very consistent with the Harvey Tool way of doing business. The addition of the Helical Brand, and its large diameter high performance focus, represents a strong compliment for the Harvey Tool Brand and its miniature end mill and specialty profile product focus.”
It's RPM that has to reduce in order to keep surface speed (unit length per unit time) at the periphery within working range.
Rowley, Massachusetts – Harvey Tool Company, a leading provider of highly specialized hard-to-find micro cutting tools, has acquired Helical Solutions of Gorham, Maine, a leading manufacturer of high performance custom and standard end mills.
Over the coming weeks and months, the focus will be on scaling and growing the two brands. “We will continue to manufacture Helical product in the Gorham facility, and we have plans for significant investment and growth.” said Sam Ward, COO of Harvey Tool. “The potential for future growth remains strong.” print



 0086-813-8127573
0086-813-8127573