
What is a Jobber Drill? - jobber length
Most commonly used methods are sputtering and cathodic arc. In sputtering, the vapor is formed by a metal target being bombarded with energetic gas ions. Cathodic arc method uses repetitive vacuum arc discharges to strike the metal target and to evaporate the material.
PVDcoating full form
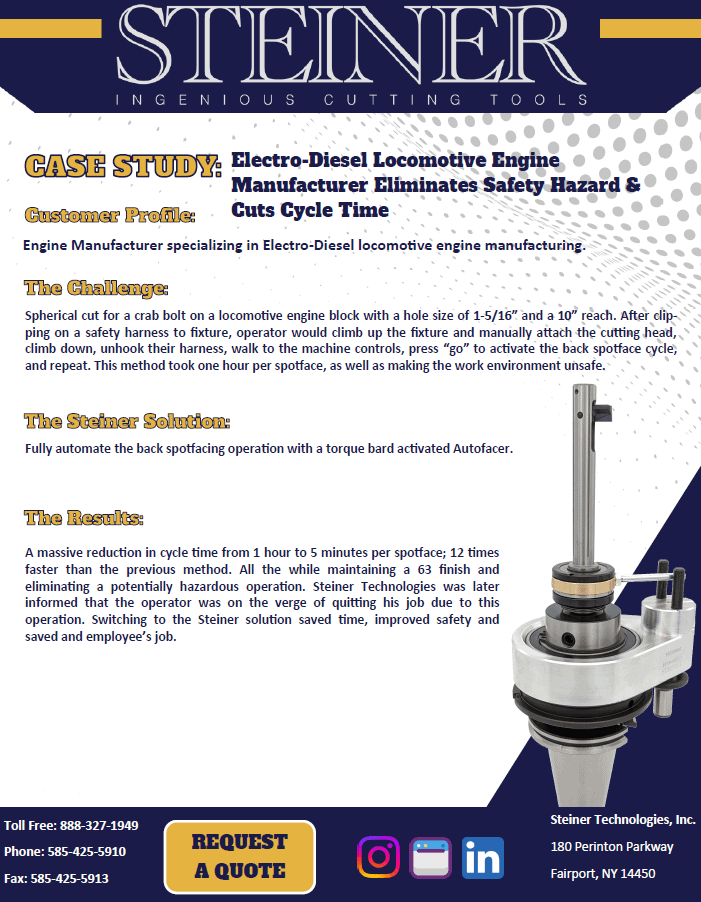
* Circular features might include a spot face, counterbore, countersink, chamfer, spherical radius, or some combination thereof.
PVD coatedjewelry
This video demonstrates the functionality of our new LED Indicator Ring system for our Autofacer automatic back counterboring tools.
Design:After Steiner receives an order, the tool is designed and approval drawings are sent to the customer. Our engineering team uses state-of-the art 3D modeling and design software to ensure consistency across all Steiner products and reduce the tool design lead time. Steiner will send the approval drawings and upon request, access to a 3D model file.
What isPVDcoating on stainless steel
PVD coatings reduce long term costs and increase efficiency. Costs are reduced due to longer-lasting tools and increased cutting speeds and feeds, which results in higher productivity. PVD coated tools can be run with dry or with minimum lubrication (or release agents in the case of forming tools) saving both operating and recycling costs. PVD coatings on mechanicals reduce friction and wear and improve performance and reliability.
Autofacer: Power generation componentBy customer request, this Autofacer is hand-activated with extra-long length-to-back-spotface parts with different cross sections.
The Ionbond™ PVD process is used for the deposition of coatings made of nitrides, carbides and carbonitrides of Ti, Cr, Zr and alloys like AlCr, AlTi, TiSi on a large range of tools and components. Applications include cutting and forming tools, mechanical components, medical devices and products that benefit from the hard and decorative features of the coatings. The typical process temperature for PVD coatings is between 250 and 450 °C. In some cases, Ionbond™ PVD coatings can be deposited at temperatures below 70 °C or up to 600 °C, depending on substrate materials and expected behavior in the application.
This video demonstrates the functionality of our new LED Indicator Ring system for our Autofacer automatic back counterboring tools.
Do you have an application that an Autofacer could improve? Fill out the short questionnaire below and we'll contact you!

After tool delivery, our dedicated team is on-call for assistance. Additionally, we have a national network of support and will enlist a local Steiner sales rep to help with your first tool runoff to guarantee success.
PVDcoating thickness
Typical lead times are 3 to 5 days. Test parts and samplings take more time as fixturing and process design is required.
The coatings can be deposited as mono-, multi- and graded layers. The latest generation films are nano-structured and superlattice variations of multi-layered coatings, which provide enhanced properties. The coating structure can be tuned to producing the desired properties in terms of hardness, adhesion, friction etc. The final coating choice is determined by the demands of the application. The coating thickness ranges from 2 to 5 µm, but can be as thin as a few hundred nanometers or as thick as 15 or more µm. Substrate materials include steels, non-ferrous metals, tungsten carbides as well as pre-plated plastics. The suitability of the substrate material for PVD coating is limited only by its stability at the deposition temperature and electrical conductivity.
Ionbond operates in 15 countries around the world and provides thin film coating services. Its coatings improve the life, quality, function, efficiency and appearance of tools and parts.
Watch as we unveil our custom machining fixture, optimizing the production of Cutter Blades and Master Holders for the Autofacer, Automatic Back Spotfacing Tool.
The PVD,coating process, is a line of sight process which requires substrates to be rotated in the chamber (from single to triple rotation) in order to achieve the required homogeneous coverage and thickness. Coating of inner diameters in PVD is restricted to a depth equal to the diameter of the opening.
PVDcoating vs electroplating
PVD is a method for producing metal-based hard coatings by means of generation of partially ionized metal vapor, its reaction with certain gases and by forming a thin film with a specified composition on the substrate.
Prior to coating, substrates (tools and components) need to be free of any foreign matter, oils and grease on the surfaces that are to be coated, but also in all other areas. The cleaning process is an essential element that determines the adhesion and thus influences the performance of the coated part or tool. All parts are cleaned by Ionbond prior to coating, using a designated process. Ionbond encourages customers to discuss the optimum requirements for their substrates in order to ensure top performance.
What isPVDcoating used for
Full Assessment:All projects start with a thorough assessment of your needs. What problems are you facing – and how can we help solve them? Our application engineers can best determine these factors when you submit your online assessment form, which is typically followed up with a phone call.
PVDcoating machine
Watch as we unveil our custom machining fixture, optimizing the production of Cutter Blades and Master Holders for the Autofacer, Automatic Back Spotfacing Tool.
Autofacer: Heavy equipment partWatch it perform back spotface on a steel heavy equipment part; cutting diameter of Ø10.50″.
PVDcoating process
Autofacer: Heavy equipment partWatch it perform back spotface on a steel heavy equipment part; cutting diameter of Ø10.50″.
Steiner Technologies is the OEM of the Autofacer since 1968 and we continue to be the world leader in automatic back spotfacing and back counter boring tools.
Production:As soon as you approve and sign the design proposal, production begins. All tools are made in-house and our quality and operations team will closely monitor production every step of the way, including a stringent final inspection and assessment prior to shipment.
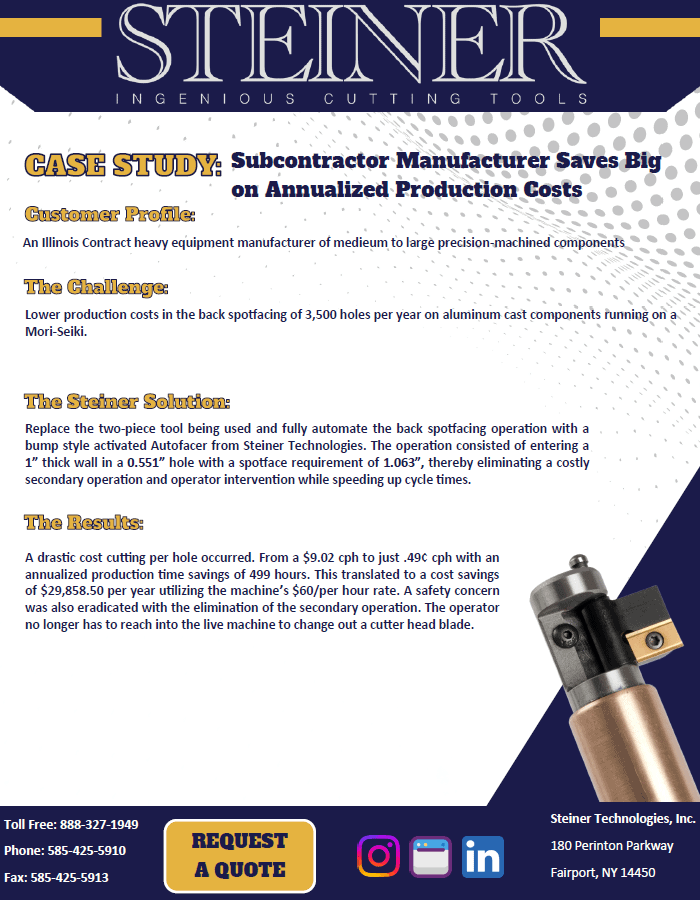
It’s not enough to simply say that Steiner increases part profitability by: reducing part process time by 80%+, eliminating costly secondary operations and automating your processes. Take a look at these real stories of customer outcomes:
The Autofacer is an ingenious automatic back counterboring tool that allows a machinist to reach through a hole and machine a circular feature* on the back side of the part automatically. This is accomplished by folding the cutting blade into the shaft of the tool body allowing the tool to pass into the part. Once the tool has entered the part, the cutting blade is mechanically opened and cutting may begin.
Autofacer: Power generation componentBy customer request, this Autofacer is hand-activated with extra-long length-to-back-spotface parts with different cross sections.
No Obligation Quote:Once the problem is identified and it is determined that Steiner offers a solution, we will generate a no-obligation quote and send it to you within 24 hours.



 0086-813-8127573
0086-813-8127573