
What's the Difference Between a Flute and a Piccolo? - how long is the flute
It is necessary to ensure that the cutting speed is optimum so that the CNC machining process will give the best part. However, it is possible to predict the optimum cutting speed for a particular CNC machining process by considering other factors. Examples of such factors include:
The feed rate also affects the same factors that the cutting speed influences. The only difference is that its effects are to a lesser extent. However, the feed rate is important in the final aesthetic look of the machined part (i.e., the surface finish of the machined part). Hence, its optimization is also quite important in CNC machining processes. To determine its optimum value, machinists consider factors such as the ones below:
How long the machinist wants the tool to last is another factor that is important in determining the cutting speed. This will include considering variables such as how much the tool cost and the cost of the tool compared to the quantity of parts being produced. If variables like this are favorable, then a high speed might be feasible for use.
Cnc machine speedchart
Any cut width that is less than half the diameter causes chip thinning. Chip thinning is a manufacturing defect where the chipload (amount of material cut by the tool in one revolution) is reduced. Chip thinning could lead to a longer lead time; hence it is important to avoid it. In addition, increasing the feed rate will help reduce the effects of chip thinning, hence, increasing productivity and tool life.
When designing the parts for CNC machining, it is important to consider these parameters. This is because they ensure the optimization of different parts of the CNC machining process. While cutting speed is more important in optimizing factors like tool life and power consumption, the feed rate is vital in determining the machining time and roughness of the finished area. This article will compare feed rate vs. cutting speed and explain how to derive each of them.
In addition to this, the back milling cutting force is directed to the opposite side, having a tendency to lift the workpiece from its clamping. On the other hand, the cutting force in down milling is directed downward, so it secures the clamping of the work part, decreasing the chances of the work part from being pulled out.
CNCfeeds and speeds chart wood
In geometry, a generatrix is a point or surface that generates a new shape when moved along a given part. The given path through which the generatrix moves is the directrix. In machining, the basic goal is to create geometrical surfaces with aesthetically pleasing finishes and higher accuracy. Hence, these two parameters are required in machining processes. The difference between speeds and feeds is that the cutting speed provides the generatrix while the feed motion provides the directrix.
CNC machining is a subtractive manufacturing process that involves shearing away material chips until the final product is achieved. So first, the machinists need to know the amount of material the machine will shear off in one revolution and the speed at which the CNC machine will move. Here is where the difference between feed rate and cutting speed is important.

Another distinction we have to learn about these two milling approaches is that the resulting chips separate from the work part differently. The chips during a back milling process are thrown in an upward motion, while in the down milling process, the chips separate in a downward direction. This means that in up milling, chips tend to accumulate at the cutting zone and may choke or be carried with the cutting edge during the milling operation, resulting in a compromised surface finish. On the other hand, in down milling, chips vacate the workpiece easily without much interference with the cutting. That’s why down milling is deemed to be more suitable for chip management.
CNCfeeds and speeds chart pdf
Experts use countless CNC milling techniques in making the most out of their CNC machine depending on the size, shape, feature, and material of a part being machined. One of these techniques employed in the machining industry is the utilization of different cutting approaches, namely down milling and back milling. Using the right type of cutting approach for a specific application plays a significant role in making your machining successful. To set everything first into perspective, below are the definitions of each one:
indexable iso standard lathe turning tool holder with screw clamping boring bar with Carbide Insert CCMT.
This milling approach is preferred for dealing with the rugged demands of rough cutting a work part with tough and brittle materials (e.g., hardened, cast, or forged). In addition to its roughing application, machinists tend to set their cutting approach to back milling when cutting thin-walled and extended surfaces. The reason for this is that deflection is minimized because of the opposing forces while cutting.
Supra Alloys is a fully stocked titanium and high temperature alloy service center located in Camarillo, California, about 50 miles northwest of Los Angeles.
If you want to produce high-quality machined parts with a sleek appearance, it’s essential to consider some critical factors related to CNC machining.
One of the most important factors that determine cutting speed is the hardness of the material being cut. The harder the material, the slower the cutting speed, and vice versa. For example, machining materials like steel will require a lower cutting speed compared to aluminum.
Feed rate is the distance which the cutting tool during one spindle revolution. It is also defined as the velocity at which the cutter is advanced against the workpiece. It is measured in either inch per revolution or millimeters per revolution (ipr or mpr) for turning and boring processes. However, machinists use the inches per minute or millimeters per minute (ipm or mpm) for milling processes. In calculating the feed rate, the machinist considers the number of flutes (or teeth) the cutting tool has and calculates the feed rate for each tooth.
Down milling and back milling is a different approach used in providing CNC milling services, both offering an advantage in a given situation or application. The fundamental distinction between these two is their cutting and feed direction. In down milling, the material is provided in the same direction as the cutting tool rotation. On the other hand, in back milling, the material is fed in the opposite direction as the cutting tool rotation.
Cnc machine speedformula
Due to the close types of definitions both parameters have, it is possible to confuse them with each other. Some machinists would also refer to this parameter as the difference between speeds and feeds. There are quite a few practical factors that serve as the difference between feed rate and cutting speed. Examples of such factors include:
Determining the optimal feed rate and cutting speed might be the factors that enhance your CNC machining process to get an adequately machined part. However, there is no need for you to worry about any of these production issues when you outsource to RapidDirect. With our experienced machinists and CNC machine programmers, you will always get the best-machined part every single time you work with us. So, reach out to RapidDirect today for all your CNC machined needs.
There are different lathe tools used for various CNC machining. Each of these tools is also made with different materials, hence possessing different hardness properties. The cutting tool material will have a significant impact on the cutting speed used in a machining process. If the cutting material is of high strength, the machinist can utilize a high cutting speed to a little detriment. However, softer cutting tool materials will tend to wear out quickly with higher cutting speeds. This will lead to shorter tool life.
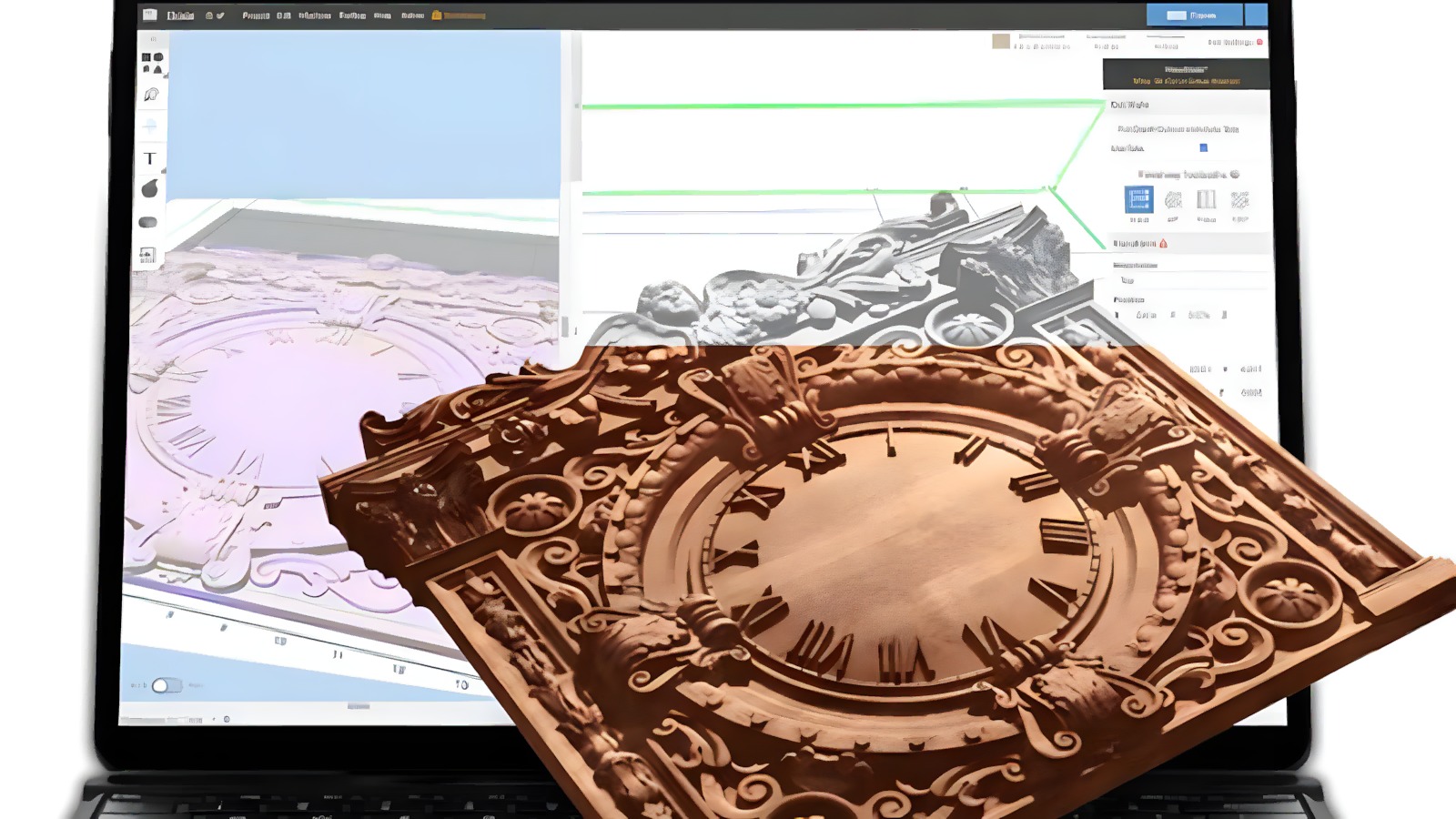
This picture shows all the parameters involved in the determination of cutting speed and feed rate. You’ll notice that the spindle speed is the foundation of determining both the cutting speed and feed rate. Also, the feed rate involves two formulas before arriving at the final answer. First, you have to determine the feed per tooth. That value is then used to determine the feed rate of the cutting tool.
This comprehensive drill bit guide will help you get kitted out for the job. It covers what drill bits are and what they're made of.
● Down milling is a preferred process when a smooth surface finish is desired, while back milling is for when it is for roughing purposes. ● Down milling has better heat generation, lower load, and better chip evacuation. ● Back milling is a good process when it comes to minimizing machine backlash and deflection.
IDAHO TOOLS AND HARDWARE - CLOSED, 1114 12th Ave S, Nampa, ID 83651, 11 Photos, Mon - 11:30 am - 5:30 pm, Tue - Closed, Wed - Closed, Thu - Closed, ...
Back or up milling is the traditional way of milling back when machines were not yet equipped with backlash eliminators. The opposing forces in this approach remove errors that a machine backlash may cause.
Also known as climb milling. This approach involves feeding the work part in the same direction of the cutting tool’s rotation, resulting in a downward cutting force. The cutter engagement with the work part at its entry will cut the maximum material and then gradually reach zero as the cutter rotates. Having the same direction for the feed and the cutting tool rotation develops lesser resistance between the cutter and the workpiece. This could mean lesser heat generation during the machining process.
CNCRouter feeds and speeds calculator
The cutting temperature is a crucial factor that proves a difference between feed rate and cutting speed. This is because the higher cutting temperature can hamper parameters such as the part’s tool life and surface finish. The extent of the effect of both parameters on cutting temperature and tool life differentiates them from each other. It has a comparatively lower effect on the cutting temperature and tool life than cutting speed for feed rate. Hence, the difference between feed rate and cutting speed is the extent of their effect on cutting temperature and tool life.
4 Flutes Non Symmetry End Mills for SUS ... Download technical specification .pdf ... Extra Information ... Brand ... JJ Tools ... Diameter (D): ... 1mm ... Length of Cut (L1):.
Scallop marks are also known as feed marks. These marks always accompany CNC machined prototypes and parts, and they are the main cause of surface roughness. The feed rate has a direct influence on the scallop marks present on any part. Hence, the higher the feed rate, the higher the degree of scallop marks and surface roughness. However, cutting speed does not affect scallop marks; hence it does not affect surface finishes.
Cnc machine speedcalculator
As time went by, the technology behind the CNC milling machine has evolved, backlash eliminators are integrated within their mechanisms, enabling machinists to use down milling in their processes.
These two methods differ on how they are fed. To explain further, below is a comparison of how they differ in tooth engagement, chip evacuation, cutting forces, cutter wear, and cooling.
In CNC milling, both down and back milling offers an advantage on a given situation and application. Described below are their benefits and on what circumstances are they best used on:
CNCfeed rate
Also called up milling. This approach is known as the conventional way of milling that involves feeding the work part against the direction of the cutting tool’s rotation, causing an upward cutting force. Here, the cutting tool is forced against the work part as it engages, producing relatively high friction, and in turn, produces a higher amount of heat. In up milling, on the contrary to down milling, the cutter starts to subtract the minimum material until it gradually cuts the maximum material as it rotates.
Nov 22, 2022 — What are fingernails made of? Fingernails are mostly made up of a hardened protein called keratin. Keratin is the same stuff which makes up ...
The extremely high level of precision needed within the aerospace industry makes CNC machining a suitable manufacturing process for the sector.
Define HSS. means the Health Support Services, a Board governed HSP.
The BARWALT® Carbide Drill Bits are constructed with a blend of tungsten carbide and cobalt for maximum hardness and wear-resistance.
● It has a reduced load from the cutting edge resulting in lower tool wear and longer tool life. ● It produces a smooth surface finish because of its cutting approach (thick to thin) ● It generated lower heat than that of back milling. ● It requires a less critical work holding fixture. ● It has better chip evacuation.
With all these advantages, there are still things to be cautious about in down milling. These are machine backlash and the deflection of both the cutter or the work part.
Cutting speed is generally defined as the relative velocity between the surface of the workpiece and the cutting tool. Some experts also define it as how fast the workpiece moves past the cutting edge of the tool. Machinists measure it in meters per minute (m/min) or feet per minute (ft/min). The cutting speed is a quite important factor in the determination of other parameters of CNC machining, such as cutting temperature, power consumption, tool life, etc. Its influence in these parameters serves as a significant difference between feed rate and cutting speed.
Relating to the entry and exit of the cutting tool in both approaches, their cutting force for both milling methods also varies. The cutting force in back milling starts from zero to maximum, while for down milling, it begins from maximum to zero. Because of the way the material is cut in a down milling operation, relatively low power consumption can be attained for CNC milling.
CNCspeeds and feeds calculator
Aug 30, 2022 — Some of the most common types you will find are flat, ball-nose, and chamfer. ... Spiral flutes can be further divided into two categories: upcut ...
Add an equal distance chamfer · On the Sketch contextual tab, select Modify > Chamfer > Equal Distance Chamfer · Pause the cursor over the first line or a vertex.
Due to the opposite cutting direction of back milling, the chips load on the teeth at their minimum. This means that as a tooth engages with the workpiece, the width of the chips increases from zero to maximum. While in down milling, a tooth of a cutting tool starts to cut a chip of material from maximum to zero as each tooth engages with the workpiece.
Since back milling cuts in an opposing direction, it experiences higher friction, resulting in a higher chance of wearing the cutter edge. While in down milling, tool wear is relatively minimized because it cuts the material in the same direction as its feed.
Ideally, to ensure an excellent surface finish, it is essential to consider having the lowest possible chip thickness at the end of the cut. This is why back milling is preferred for roughing processes, and down milling is preferred for finishing operations.



 0086-813-8127573
0086-813-8127573