
Who are the Manufacturers Behind the World's Biggest ... - tools manufacturer
Accelerated finishing was applied to half of the clip’s surface area and a traditional ball endmill used on the other half. Each tool was programmed with its recommended speeds and feeds, but the toolpath stepover was set to leave a constant 0.0002" (0.005 mm) cusp height. This produced a stepover of 0.02" (0.5 mm) for the 12mm Ball-nose Endmill and 0.09" (2.3 mm) for the 12mm Drop Shape Tool.
Mastercam tech exchangecontact
Production optimization reduces the amount of time required to resolve unexpected machining problems, which can occupy up to 25% of the production cycle. To create ideal surface finishes, manufacturers need to reduce the amount of excess material left between the passes of a toolpath, also called the cusp height or scallop height.
Mastercamtechnical support phone number
Seco is proud to include Mastercam as part of the company’s global network of partners. In collaboration with the network, Seco focuses on individual challenges and develops new solutions to optimize each customer's manufacturing process. Visit the Seco Innovation Hub to learn more.
Seco Tools and Mastercam have demonstrated the effectiveness of this partnership on several recent projects that rely on accelerated finishing.
MastercamPost Processor free download
The Mastercam Tech Exchange informational site supports Seco drop shape, taper shape, and application-targeted medical accelerated finishing tools with sample files, tool libraries, post-processors, and more. To make the combination of Seco accelerated finishing tools and Mastercam programming effective for a wide variety of shops, Seco STEP training also includes a free online training course on Solid Milling Barrel Tools.

In addition, Seco and Mastercam know-how converged at NEXT Industries’ August open house event to showcase a side-by-side demonstration of a medical clip.

Mastercam tech exchangelogin
Mastercam tech exchangeemail
It isn't easy to decide whether steel has gone through the solidifying and hardening measure by basically taking a gander at it, yet there is a dependable and basic test. To analyze a bit of steel, acquire a hand record, and document an edge of the chosen metal. On the off chance that the bit of steel has not gone through the solidifying cycle, the metal record ought to handily 'nibble' into the example. If the metal has been hardened, the record neglects to cut into the example and looks off with the minimal noticeable impact. Any steel beyond what 0.75% carbon can be solidified by heating it over its basic temperature and quickly extinguishing it in water or oil. So hardened steel has been exposed to this solidifying cycle, and "Mild steel" has not. Steel is heated bit by bit to a high temperature with the end goal that it turns red. Presently, the part to be hardened is applied to a more prominent heat force. The steel would have an austenitic stage insignificant division in this part because of stage change. At that point, there are combination preparations. These give significantly more durability, and quality than common cold moved to steel, and even though they can likewise be unfeeling, they can be hardened clear through. There are air solidifying, water solidifying, and oil solidifying preparations. These are heated to a specific hot temperature, at that point cooled by the sort of steel and are exceptionally hard yet additionally fragile. In a hardening cycle, they are then heated for a while and permitted to cool, which makes them marginally gentler yet a lot harder.
Accelerated finishing tools rely on path-intensive programming routines. To combine optimized tooling with equally optimized programming, Seco partnered with CAM provider Mastercam to leverage its Unified Multiaxis Toolpath software, a sophisticated CAM feature that simplifies accelerated finishing.
Traditional ball endmills provide one solution, but they require shorter toolpath stepovers and often involve longer cycle times. To improve surface finishes and decrease cycle times by 20%-90% compared to traditional ball endmills, Seco accelerated finishing tools – also called barrel tools or circle segment end mills – use a large profile radius that reduces cusp height.
Mastercam tech exchangephone number
Shops that want to gain back time by using accelerated finishing tools can visit the Mastercam Tech Exchange for Seco tool lists, setup sheets, and fully programmed Mastercam files.
Mastercam tech exchangeaddress
Carbon steel, ordinarily called plain-carbon steel will be steel where the fundamental alloying constituent is carbon. The reason for heat-treating carbon steel is to change the mechanical properties of steel, typically flexibility, hardness, yield quality, or potentially sway opposition. The solidifying cycle includes heating the steel to its normalizing temperature and cooling it quickly in an appropriate liquid, such as water, oil, or even air. Hardened steel is a medium to hard plain carbon steel that has gone through heat treatment, extinguishing, and further heating. Parts made of hardened steel have a hard outside packaging and a strong center and incorporate arbors, axles, connect segments, driving pinions, camshafts, and Cardan joints. Application zones of segments produced using hardened steel incorporate transportation, vitality age, and general mechanical building. Contingent upon the temperature and piece of the steel, it very well may be hardened or relaxed. To make steel more earnestly, it must be heated to high temperatures. The conclusive outcome of precisely how hard the steel becomes relies upon the measure of carbon present in the metal. Just steel that is high in carbon can be hardened and tempered. On the off chance that metal doesn't contain the important amount of carbon, at that point, its translucent structure can't be broken, and hence the physical cosmetics of the steel can't be adjusted.
Production optimization reduces the amount of time required to resolve unexpected machining problems, which can occupy up to 25% of the production cycle. To create ideal surface finishes, manufacturers need to reduce the amount of excess material left between the passes of a toolpath, also called the cusp height or scallop height.Traditional ball endmills provide one solution, but they require shorter toolpath stepovers and often involve longer cycle times. To improve surface finishes and decrease cycle times by 20%-90% compared to traditional ball endmills, Seco accelerated finishing tools – also called barrel tools or circle segment end mills – use a large profile radius that reduces cusp height.Accelerated finishing tools rely on path-intensive programming routines. To combine optimized tooling with equally optimized programming, Seco partnered with CAM provider Mastercam to leverage its Unified Multiaxis Toolpath software, a sophisticated CAM feature that simplifies accelerated finishing.Checklist: When to use accelerated finishingAccelerated finishing provides results for shops that need to:Achieve demanding surface finishesReduce cycle times and cusp heightsImprove tool lifeMake better use of cutting edgesOptimize machining results with barrel, lens, lens-barrel, drop and taper barrel toolsMaximize flute contact on each machining pass The Mastercam Tech Exchange informational site supports Seco drop shape, taper shape, and application-targeted medical accelerated finishing tools with sample files, tool libraries, post-processors, and more. To make the combination of Seco accelerated finishing tools and Mastercam programming effective for a wide variety of shops, Seco STEP training also includes a free online training course on Solid Milling Barrel Tools. Seco Tools and Mastercam partnership effectivenessSeco Tools and Mastercam have demonstrated the effectiveness of this partnership on several recent projects that rely on accelerated finishing. Haas Factory Outlet, Demo Day 2023, Pittsburgh, Pa. – Accelerated Finishing Blisk Material: 6061-T6 AluminumMachine: Haas UMC-500SSAccelerated finishing tool: Customized Seco Barrel Tool from JH7 ranges The collaboration came to life for attendees of the 2023 Haas Factory Outlet Demo Day in Pittsburgh through the live creation of an aluminum blisk (pictured) machined by a Seco Barrel. While the flute geometry of Seco's barrel tools was originally developed for stainless steel and superalloys, Seco expanded on the design to meet the needs of machining aluminum. By customizing the flute count and geometry, aluminum chips are directed away from the cutting edge during a heavy cut. The tailored design produced improved surface finishes in aluminum and enabled more aggressive cutting parameters. In addition to flute geometry, Seco also can specialize tool profiles to produce more reach, an alternate tangency angle or a different root fillet to optimize performance for specific applications. To use these innovative customizations, shops can type dimensions into Mastercam’s Tool Wizard to take advantage of parametric tool definitions and create matching custom geometry. Mastercam automatically generates a new tool profile with each change in tool parameters. NEXT Industries Open House 2023, Shelby Township, Mich. – Medical Clip Material: 4140 SteelMachine: Kitamura Medcenter5AXAccelerated finishing tool: Seco Barrel JH7 seriesIn addition, Seco and Mastercam know-how converged at NEXT Industries’ August open house event to showcase a side-by-side demonstration of a medical clip.Accelerated finishing was applied to half of the clip’s surface area and a traditional ball endmill used on the other half. Each tool was programmed with its recommended speeds and feeds, but the toolpath stepover was set to leave a constant 0.0002" (0.005 mm) cusp height. This produced a stepover of 0.02" (0.5 mm) for the 12mm Ball-nose Endmill and 0.09" (2.3 mm) for the 12mm Drop Shape Tool. Both strategies produced outstanding surface finishes. Time and the opportunity to save 6 minutes per part was the true differentiator. The ball endmill’s cycle time ran 8 minutes and 30 seconds and Seco/Mastercam’s accelerated finishing tool covered the same amount of surface area in only 2 minutes and 30 seconds. Shops that want to gain back time by using accelerated finishing tools can visit the Mastercam Tech Exchange for Seco tool lists, setup sheets, and fully programmed Mastercam files.Seco is proud to include Mastercam as part of the company’s global network of partners. In collaboration with the network, Seco focuses on individual challenges and develops new solutions to optimize each customer's manufacturing process. Visit the Seco Innovation Hub to learn more. Inline Content - SurveyCurrent code - 5fce8e61489f3034e74adc64
In addition to flute geometry, Seco also can specialize tool profiles to produce more reach, an alternate tangency angle or a different root fillet to optimize performance for specific applications. To use these innovative customizations, shops can type dimensions into Mastercam’s Tool Wizard to take advantage of parametric tool definitions and create matching custom geometry. Mastercam automatically generates a new tool profile with each change in tool parameters.
Hardened steel is utilized to make cuts, the ideal hardness of which relies on the extents of carbon, manganese, and chromium. Instances of hardened prepare utilized in blade making incorporate the 154 CM (chromium 14 percent, manganese 0.5 percent and carbon 1.05 percent); 420HC (chromium 13.5 percent, manganese 0.35 to 0.9 percent and carbon 0.5 to 0.7 percent); and ATS34 (chromium 14 percent, manganese 0.4 percent and carbon 1.05 percent). Blades produced using these hard prepares last longer than those produced using customary delicate to ordinary prepares. The more carbon there is in steel, the harder and more grounded it gets when the heat is dealt with. However, it additionally turns out to be less bendable, which implies it loses quality when distorted and isn't as moldable. With or without heat treatment, the higher the carbon content in steel makes the metal less weldable, and the more carbon there is, the lower the dissolving point.
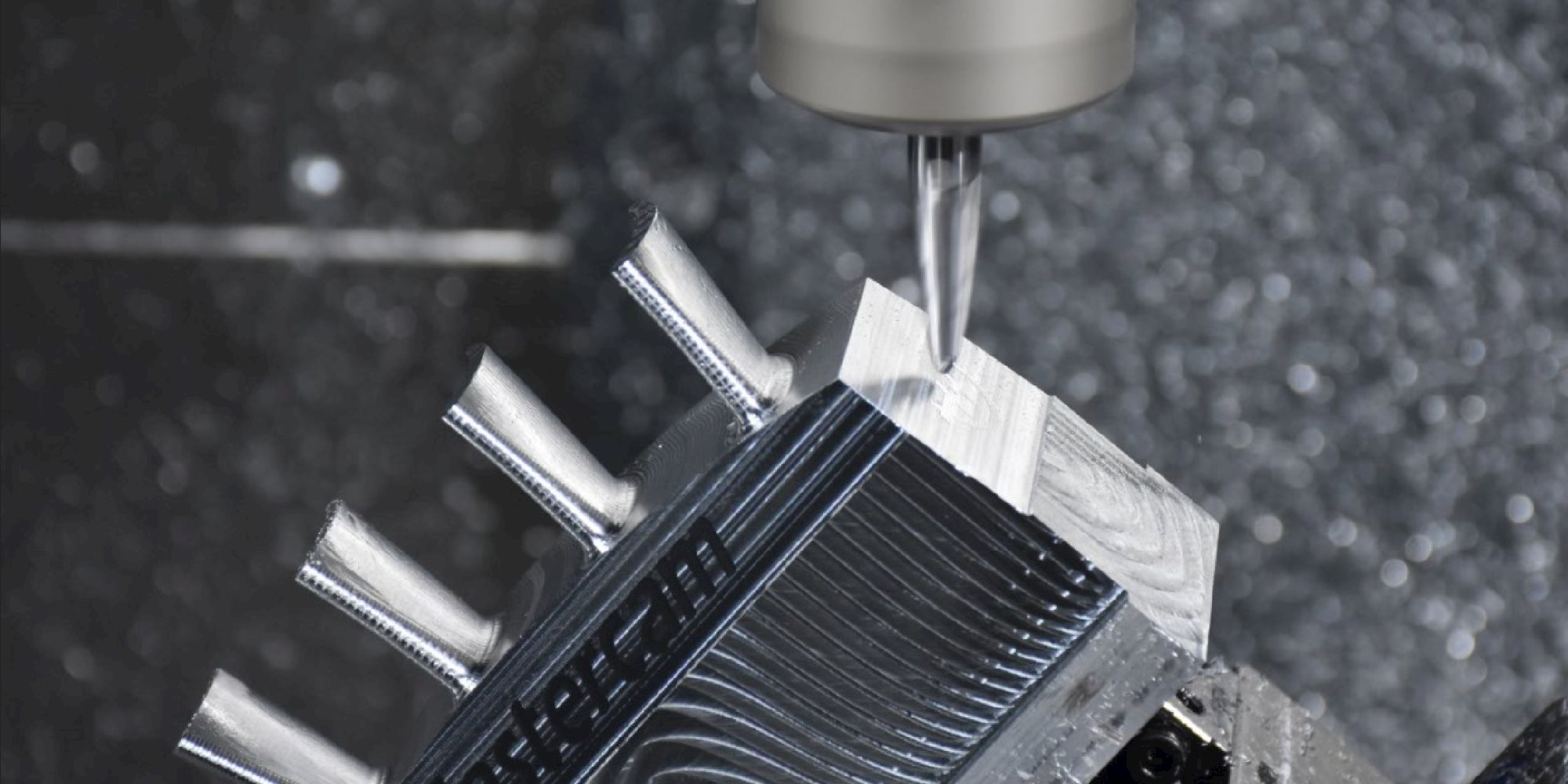
The collaboration came to life for attendees of the 2023 Haas Factory Outlet Demo Day in Pittsburgh through the live creation of an aluminum blisk (pictured) machined by a Seco Barrel. While the flute geometry of Seco's barrel tools was originally developed for stainless steel and superalloys, Seco expanded on the design to meet the needs of machining aluminum. By customizing the flute count and geometry, aluminum chips are directed away from the cutting edge during a heavy cut. The tailored design produced improved surface finishes in aluminum and enabled more aggressive cutting parameters.
Both strategies produced outstanding surface finishes. Time and the opportunity to save 6 minutes per part was the true differentiator. The ball endmill’s cycle time ran 8 minutes and 30 seconds and Seco/Mastercam’s accelerated finishing tool covered the same amount of surface area in only 2 minutes and 30 seconds.



 0086-813-8127573
0086-813-8127573