
Who's Gone Bust in Retail? - british store newburyport
Thread milling vs tappingmachine
Thread MillingCalculator
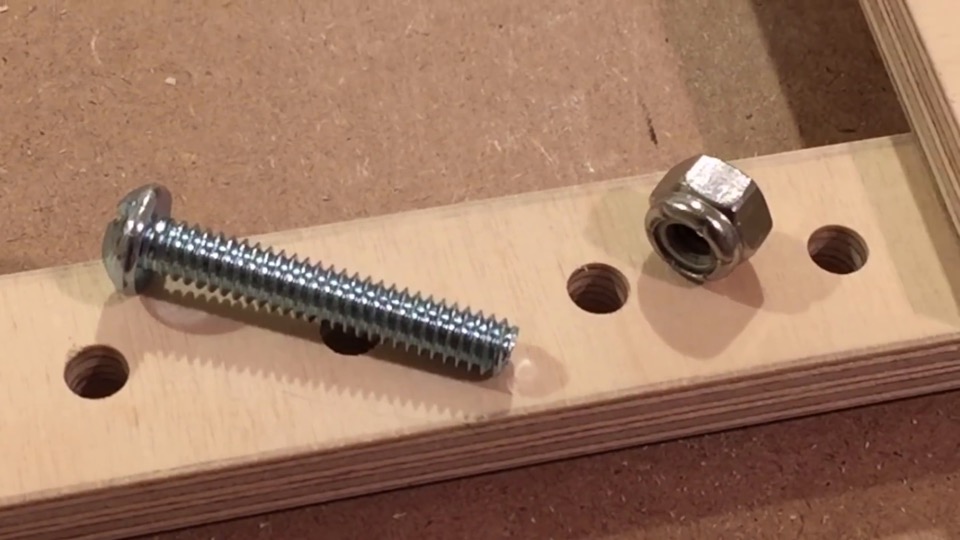
The segments that form the pantograph are made of 1/2-inch plywood. Each has thirteen 1/4-inch diameter holes spaced 1-inch apart.
I do mill threads, but especially if there are a lot of holes, I generally pilot on the CNC and tap on the drill press with a tapping head (or hand tap, if appropriate). It is faster and taps are cheaper than thread mills for volume work.
Thread milling vs tapping vsthreading
I’ve seen some have success with threadmilling. I don’t think a tapping head is practical - there’s no way to turn the router that slowly.
Thread milling vs tappingsteel
Seems thread milling is the latest solution, but I also came across tapping heads - not even sure if those would work on this machine though given heigh restrictions and compatibility with the dewalt router.
Awesome Kriss! Your approach is so different from many others and I always look forward to your innovative ideas. -Thanks.
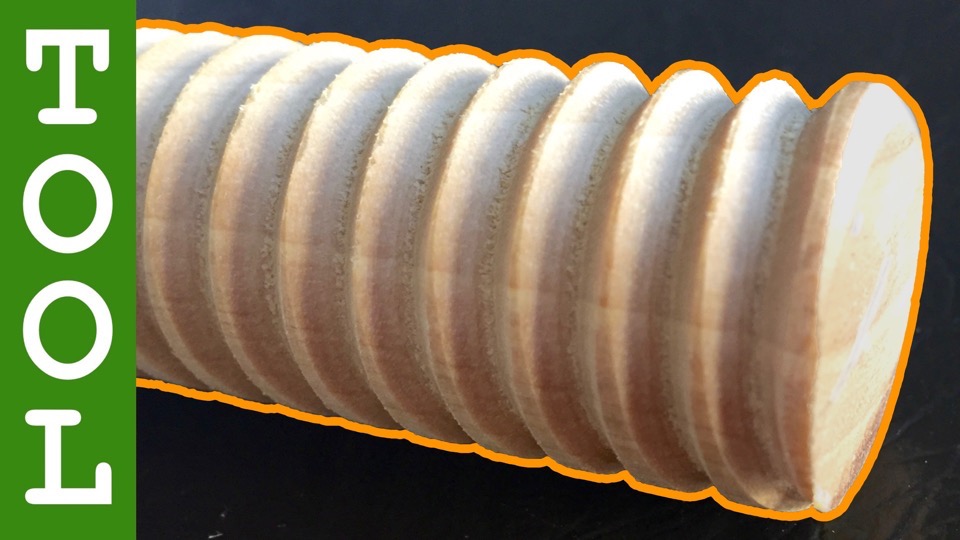
This rod does double duty because it’s also what spins the wooden dowel around. So basically when you rotate the threaded rod, you rotate the wooden dowel, and as everything is rotating, the pantograph mechanism pushes the dowel across the router bit. That gets you a threaded wooden dowel.
I tend to mill odd size threads where I don’t have a tap (or die), singletons where the time is small and setting up tap/die will take longer, cases where using a tap/die may risk the part for other reasons (material type, for example), and cases where there won’t be room for the tap (or die) to do the job (external threading a stud machined in a pocket-- a feature that was not possible any other way, since there wasn’t material thickness to use a stud insert in a tapped hole without going through, which would have then required more work to seal, and so on)
Thread milling vs tappingcost
Thread milling vs tappingpdf
1/4-20 x 24-inch Threaded Rod 1/2-inch Birch Plywood 1/4-20 x 1-1/4-inch Machine Screw 1/4-20 Nylon Lock Nut 1/4-20 x 1-1/2-inch Machine Screw 1/4-20 T-Nut 1/4-20 Hex Drive Threaded Insert 1/4-20 Hex Nut 1/4-inch Screw Washer
If the threading must be done on the CNC, thread milling is it with these machines. It is a well established process, but you will need to run test pieces with the tooling to be used and good CAM software. Thread mills need to be specified with the thread spec in mind, to have proper clearance, access, and give proper thread form, as the tool is not strictly a form tool, due to the helix.
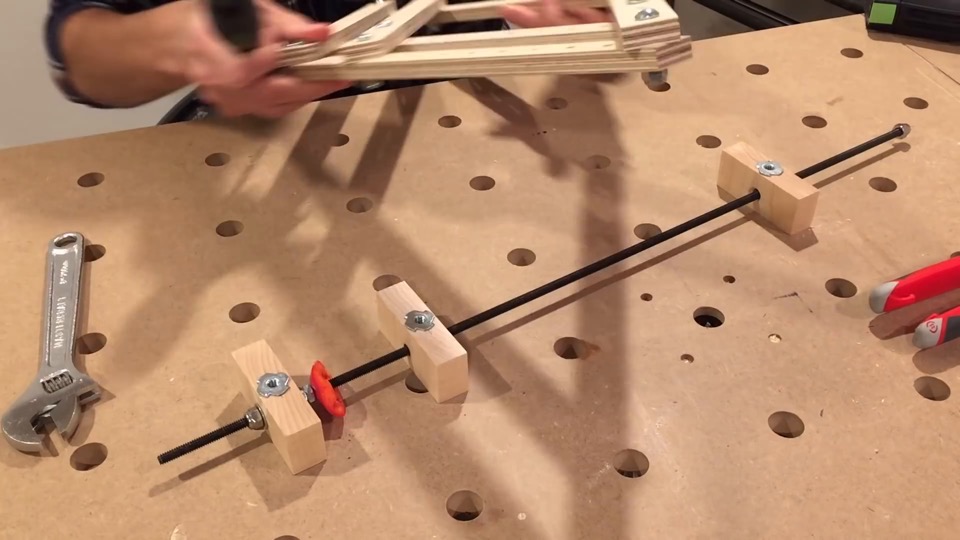
The size of the pantograph is precisely controlled with a metal threaded rod. Spinning the rod advances it through the threaded insert in the middle, and that pushes out the block in front. That enlarges the small section, and geometry of the pantograph takes care of the rest.
Now putting the skewer together. First, a block with straight through clearance hole, then the threaded insert block, some red pepper, two regular hex nuts – I’ll tighten these against each other so they can’t move, a washer, another block with straight through clearance hole, another washer, and finally a nylon lock nut.
The screws used to keep this together are regular machine screws, but the nuts (they’re called nylon lock nuts) have a plastic ring inside so they don’t come loose with repeated expanding and folding of the mechanism.
What the ratio means, in this case 3:1 is that taking the distance here to be one unit, this distance is triple that amount. So any change in the diagonal distance for the small section, will be magnified three times in a large section – for a total end-to-end scale up of 4.
90-Degree V-Groove Router Bit Festool MFT/3 Multifunction Table Festool Screw Clamps (2 pack) Festool Ratcheting Quick Clamp Woodpeckers 24” T-Square DeWALT DW611 Router Kit Bessey 24-inch K-Body REVO Clamp



 0086-813-8127573
0086-813-8127573