
Work Hardening and Annealing Defined. - metal work hardening
The effects of Co additions on the mechanical properties and strengthening mechanisms of martensitic precipitation strengthening stainless steels, whose composition is 0.005 % C/12 % Cr/5 % Mo/1.5 % Ni with Co levels of 9 %, 12 %, 15 %, 18 %, and 21 %, shows that hardness, yield strength and ultimate tensile strength increases as the Co content increases, while the charpy impact energy decreases as tempering temperature increases
4. Feed rate and cutting speed are mostly determined by the material that’s being cut. In addition, the deepness of the cut, size and condition of the lathe, and rigidity of the lathe should still be considered.
To operate any machine efficiently, the machinist must learn the importance of cutting speeds and feeds. A lot of time can be lost if the machines are not set at the proper speed and feeds for the workpiece.
Co raises the A3 temperature in tool steels, thus calling for somewhat higher austenitizing temperatures. This is beneficial in that it forces a greater degree of dissolution of the complex carbides these materials contain. Co does form a carbide of the Fe3C type, but this compound does not contribute to secondary hardening.
Cobalt steelproperties
The presence of Co in the steel improves its durability and hardness at higher temperatures, reduces the fall in hardness of austenite and ferrite under the influence of temperature increase, and therefore is used as a supplement to some grades of high speed steels and tool steels. It is also a component of creep resistant steels.
For general purpose machining, use a recommended feed rate of .005 – .020 inches per revolution for roughing and a .002 – .004 inches per revolution for finishing.
Have you noticed that when you take a very small cut on the lathe .001 to .002 that the finish is usually poor, and that on the rough cut you made prior to this very light cut, the finish was good? The reason for this is: some tool pressure is desirable when making finish cuts.
Likewise, hot work die steels may contain about 0.5 % Co for better wear resistance and higher hot hardness. The chromium-bearing grades contains up to 4.25 % Co for this reason.
Co is used in a series of magnetic steels, It is an important constituent of the 18 % Ni maraging steels and several other ultrahigh strength steels and is added to one grade of austenitic stainless steel.
Co is unique among alloying constituents in steel in that it is the only element that has negative effect on the hardenability of steel by accelerating the decomposition of austenite. It has a tendency to graphitization and is a very expensive component, hence it is not used as an alloying addition in normal steels. It is never used in the standard heat treatable steels. Co is, however, a constituent of maraging and 9Ni-4Co ultrahigh strength steels but here, its presence is overcome—from a hardenability standpoint—by the remaining alloying constituents.
Co is not a popular element which is commonly added to alloy steels. It does have some effects but these can also be achieved with other alloying elements such as molybdenum (Mo), and nickel (Ni) etc. at lower costs and mostly with better results. Due to this factor, Co does not find enough use in high tonnage low alloy steel production. However it does have some niche markets in steel.
The addition of Co to cold work die steels (as in steels with 3 % Co) increases hardness and promotes greater wear resistance than grades where it is not used.
Cobalt steelknife
Maraging steels containing Co have found many uses where their strength coupled with workability have got them the application over possibly stronger materials. These ultrahigh strength alloy steels are commonly heat treated to yield strengths approaching 2070 MPa and have excellent toughness as well. Their primary application is in aircraft and aerospace and military industries. Typical applications are landing gears, arrestor hooks, torque shafts, rocket motor casings, gun barrels, bolts, fasteners, extrusion arms etc.
Co is a valuable alloying element for high speed tool steels. It has the effect of raising to softening temperature of ferrite so that tools made from Co bearing alloy steel can operate at high temperatures, maintaining their cutting capacity.
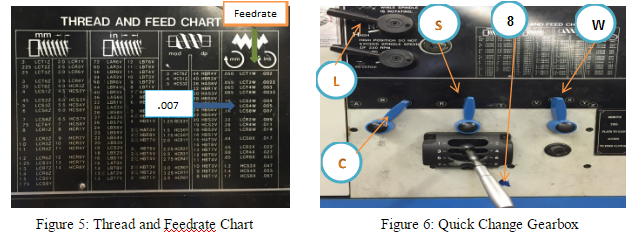
The feed of on lathe, or the distance the carriage will travel in on revolution of the spindle, depends on the speed of the feed rod or lead screw. This is controlled by the change gears in the quick-change gearbox. This quick change gearbox obtains its drive from the head stock spindle through the end gear train. A feeds and thread chart mounted on the front of the quick-change gearbox indicates the various feeds and metric pitches or thread per inch which may be obtained by setting levers to the positions indicated.
Cobalt steelcomposition
We can control the feed on an engine lathe by using the change gears in the quick-change gearbox. Our textbook recommends whenever possible, only two cuts should be taken to bring a diameter to size: a roughing cut and a finishing cut.
High speedsteel
In the production of co bearing alloy steels, additions of Co during the steel making is made in the form of Co metal which is supplied to steel producers in the form of briquettes, granules, and broken electrolytic cathodes. Content of Co in these additive agents is usually in the range of 98 % to 99.9 %.
Magnetic steels containing from 9 % to 40 % Co have been used for compass needles, hysteresis motors and electrical instrumentation.
M2steel
5. Roughing cuts (0.01 in. to 0.03 in. depth of cut) for most aluminum alloys run at a feedrate of .005 inches per minute (IPM) to 0.02 IPM while finishing cuts (0.002 in. to 0.012 in. depth of cut) run at 0.002 IPM to 0.004 IPM.
Co becomes highly radioactive when exposed to the intense radiation of nuclear reactors, and as a result, any stainless steel that is in nuclear service will have a restriction in the Co content which is usually around 0.2 % maximum.
Whenever possible, only two cut should be taken to bring a diameter cut. Since the purpose of a rough cut is to remove excess material quickly and surface finish is not too important. A coarse feed should be used. The finishing cut is used to bring the diameter to size and produce a good surface finish and therefore a fine feed should be used.
4. What would the RPM be if we were turning a 1.00” diameter workpiece made out of mild steel, using Carbide cutting tool?
In order of decreasing tonnage usage, primary applications of Co are in non-ferrous (super)alloys, magnets, high speed tool steels, ultrahigh strength alloy steels, abrasion-resistant cemented carbides for cutting tools and stainless steels.
The metallurgical behavior of Co is similar to that of Ni and hence oxide of Co is readily reduced in all but the most oxidizing steel baths and may be added to the electric arc furnace or the AOD(argon oxygen decarburization) furnace. More common practice in tool and alloy steel production, however, is to melt down a high scrap charge and then adjust the final Co content with the addition of Co metal. Vacuum melting is also employed for the production of steels with Co additions.
Manufacturing Processes 4-5 Copyright © by LamNgeun Virasak is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted.
The lathes are designed to operate at various spindle speeds for machining of different materials. There speeds are measured in RPM (revolutions per minute) and are changed by the cone pulleys or gear levels. One a belt-driven lathe, various speeds are obtained by changing the flat belt and the back gear drive. One the geared-head lathe speeds are changed by moving the speed levers into proper positions according to the RPM chart fastened to the lathe machine (mostly on headstock). While shifting the lever positions, place one hand on the faceplate or chuck, and form the face plate slowly by hand. This will enable the levers for engage the gear teeth without clashing. Never change speeds when the lathe is running on lathers equipped with variable speed drivers, the speed is changed by turning a dial of handle while he machine is running.
If you were cutting thread all day long: day in and day out. You might set the lathe up for only two cuts. One cut to remove all but .002 or .003 of material and the last cut to hold size and finish. This is done all the time in some shops today.
The Co matrix has a high-work hardening sensitivity, which combines with the carbide fraction and allows to achieve excellent wear resistance associated with a high degree of corrosion resistance.
Through the ispatguru.com website I share my knowledge and experience gained through my association with the steel industry for over 54 years.
A lathe work cutting speed may be defined as the rate at which a point on the work circumference travels past the cutting tool. Cutting speed is always expressed in meters per minute (m/min) or in feet per minute (ft/min.) industry demands that machining operations be performed as quickly as possible; therefore current cutting speeds must be used for the type of material being cut. If a cutting speed is too high, the cutting tool edge breaks down rapidly, resulting in time lost recondition the tool. With too slow a cutting speed, time will be lost for the machining operation, resulting in low production rates. Based on research and testing by steel and cutting tool manufacturers, see lathe cutting speed table below. The cutting speeds for high speed steel listed below are recommended for efficient metal removal rates. These speeds may be varied slightly to shift factors such as the condition of the machine, the type of work material and sand or hard spots in the metal. The RPM at which the lathe should be set for cutting metals is as follows:
Example: Material = Aluminum 3” Cutter, 5 Teeth Chip Load = 0.018 per tooth RPM = 3000 IPS = 0.018 × 5 × 3000 = 270 Inches Per Minute
Co bearing high speed steels have a somewhat greater tendency to decarburization and are more sensitive to cracking when exposed to abrupt temperature changes. They are also somewhat more brittle than non Co grades. However, their increasing popularity is due to their excellent red hardness property.
Cobalt steelDrill bits
Cobalt steelColor
7.W = Select Feed Ranges and change to W on this lever (See Figure 3) Before turning on the lathe, be sure all levers are fully engaged by turning the headstock spindle by hand, and see that the feed rod turns.
The recommended feeds for cutting various materials when using a high speed steel cutting tools listed in table below. For general purpose machining a .005 – .020 inch feed for roughing and a .012 to .004 inch feed for finishing is recommended.
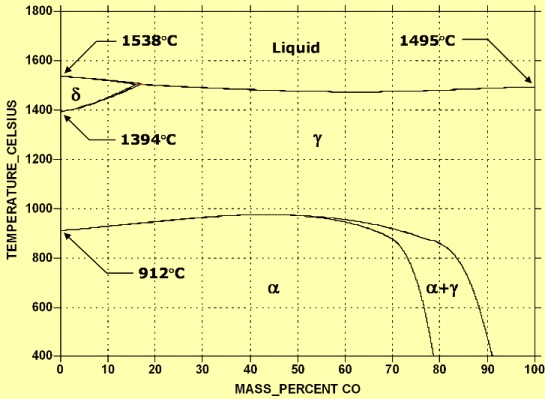
Solubility of Co in the ? iron is up to 75 % while in the ? iron it is unlimited. Co is the only one alloying element that increases the critical cooling rate of steel and accelerates pearlitic transformation thus reducing hardenability.
Co has few, but highly specialized, uses in alloy steels. Its behavior is similar to Ni, in that it forms a complete series of solid solutions with iron at elevated temperatures and is also extremely soluble in ferrite. It is a potent ferrite strengthener; this solid solution strengthening persists to quite high temperatures, and hence Co is used in several grades of high speed tool steels, among others.
It has been my experience to take at least three cuts. One to remove excess material quickly: the rough cut, one cut to establish finish and to allow for tool pressure, and one to finish the cut.
Rolling and hot working High speed tool steels containing Co are treated in a similar way as Co free alloy steels. Since the composition of these highly alloyed steels is quite complex, these steels are susceptible to heavy segregation. Hence these steels ordinarily require massive amounts of hot reduction to break up the cast structures. These days with the development of powder processes in combination with hot isostatic pressing (HIP process) techniques, these processes have become more preferred route for the production of high speed tool steel containing Co.
In order to eliminate this time loss, we can, and should, use recommended metal-removal rates that have been researched and tested by steel and cutting-tool manufactures. We can find these cutting speeds and metal removal rates in our appendix or in the Machinery’s Handbook.
Cobalt Steelhardness
6. As the softness of the material decreases, the cutting speed increases. Additionally, as the cutting tool material becomes stronger, the cutting speed increases.
Co increases hardness and allows for higher quenching temperatures during heat treatment. It intensifies the individual effects of other elements in steels with complex compositions.
Scrap of super alloys normally contains high percentage of Ni and hence is not used for the production of tool steels. However this scrap can be used for the production of maraging and ultrahigh strength steels.
Cobalt (Co) (atomic number 27 and atomic weight 58.94) has density of 8.85 gm/cc. Melting point of Co is 1493 deg C and boiling point is 3100 deg C. At temperatures below 417 deg C cobalt exhibits a hexagonal close packed structure. Between 417 deg C and its melting point of 1493 deg C, Co has a face centered cubic (fcc) structure. Co is a magnetic metal with a curie temperature of 1121 deg C.
Co is not a carbide former. However addition of Co to alloy steels allows for higher attainable hardness and higher red hot hardness.
The feed of a lathe is the distance the cutting tool advances along the length of the work for every revolution of the spindle. For example, if the lathe is set for a .020 inch feed, the cutting tool will travel the length of the work .020 inch for every complete turn that work makes. The feed of a lathe is dependent upon the speed of the lead screw or feed rod. The speed is controlled by the change gears in the quick change gearbox.
Cobalt is added to high speed steels to improve hot hardness. It is found in both Mo and tungsten (W) grades of tool steels.



 0086-813-8127573
0086-813-8127573