
Alpen 4 Cut SDS Plus Drill Bits - 4 in drill bit
Vacio agreed with Dvoracek’s initial instinct, that the SW Twin Cutter could improve the process. He also explained that the head’s versatility, whether running as a dedicated tool or only as needed for one of its varying capabilities, fit right in with the JIT work typical at A&L.
So confident it was a match, Vacio offered a no-risk trial of the boring head and Dvoracek agreed. He took the print specifications to the BIG KAISER engineering team and was able to quickly turnaround a ready-to-run solution. The head was configured with two insert holders. The inside grooving tool would machine the boss. Once the face of the part was reached, the outside grooving tool finished the outside of the groove.
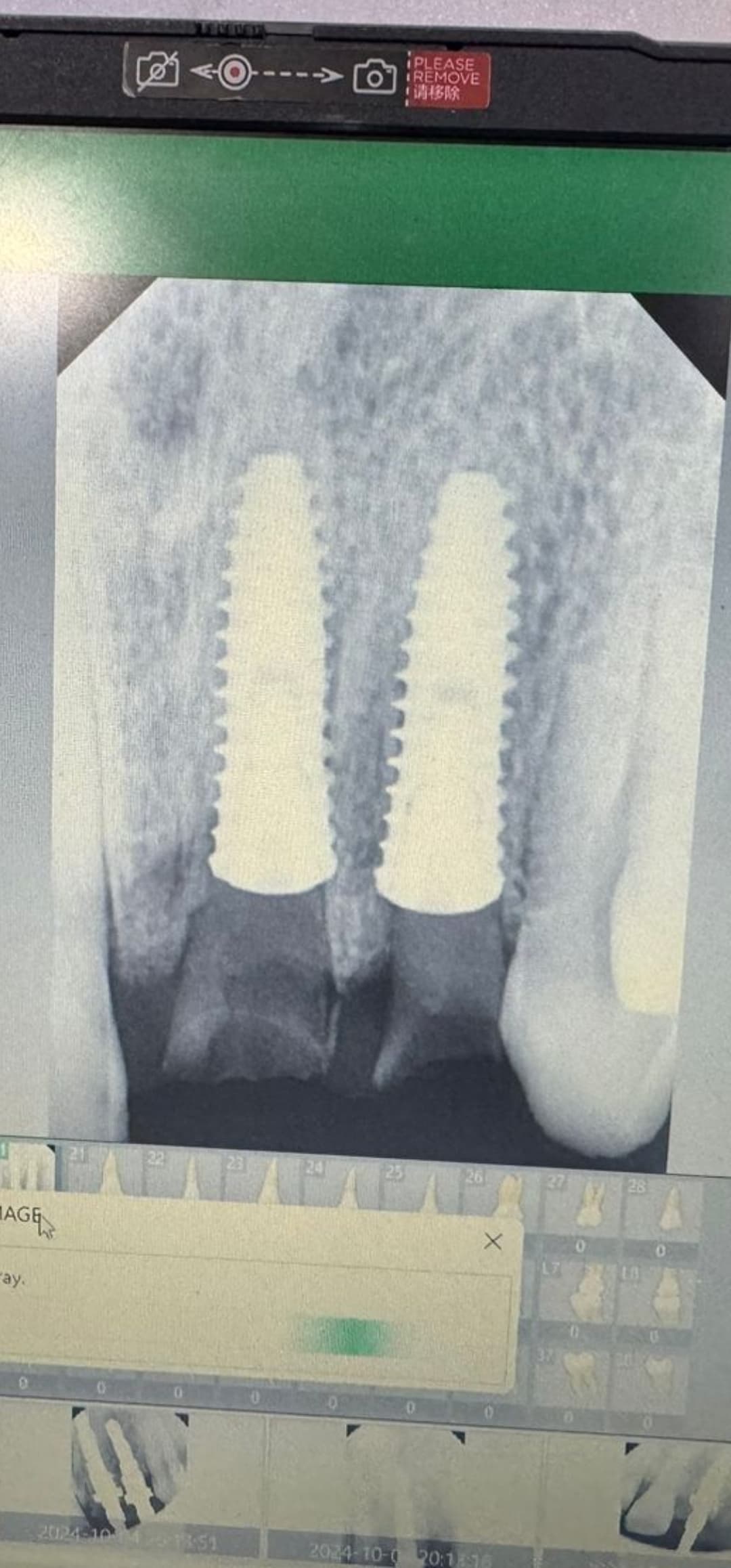
I have a problem with a broken screw in a 3i Implant. The remaining screw fragment is not loose and I have tried Ultrasonic Tartar and Stain Removal solution soak in the implant for lubrication. I have used a temporary plastic tube coping in the implant to guide a modified latch grip slow speed round burr in reverse to try to back out the piece with no success to this point. Does anyone have any suggestions for me to try? I have seen a couple of kits for purchase that seem to have a similar scenario to my round bur with tube. Any help would be greatly appreciated.
When he returned home, Dvoracek reached out to BIG KAISER, the exclusive dealer of KAISER tooling, and explained what he saw on his trip. When Gerard Vacio, BIG KAISER’s regional sales and support engineer, visited A&L, Dvoracek showed him how they were using the combination of a small-diameter, long-projection end mill and a grooving tool for the job. The end mill machined an OD boss and the inside wall of a face groove at the bottom of the boss. The grooving tool then cut the remaining face groove geometry. Dvoracek explained to Vacio that in addition to the time involved with resetting depth offsets to blend the end mill and grooving tool, the end mill was prone to breakage.
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.

One such trip took Dvoracek to Europe to visit a machine tool builder. But, it was a side trip to Switzerland that proved most fruitful. Dvoracek swung through Rǖmlang, Switzerland, and KAISER Precision Tooling’s headquarters in search of insight into how Swiss toolmakers are addressing high-cost JIT production.
Matt Tegelman is the Kaiser product manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. For more information about the company’s boring tools and other products, call (888) TOOL-PRO or visit www.bigkaiser.com.

“This tooling has proven much more durable and efficient than the original end mill setup,” Dvoracek added. “We’ve run more than 10,000 parts and have never had to change an insert. And we’ve only changed the offset once, and that was only because we originally set it on the high side of the limit and decided to put it on the low side.”
Just in time (JIT) manufacturing, by nature, increases setups and shrinks batch sizes. This puts shops in a bind, because more setups and smaller batches are typically less profitable; but saying "no" to work can be even more painful. The burden to search out creative ways to reduce cycle and setup time in order to realize a profit falls to the shops that commonly perform JIT work and on the shops that can’t afford to turn it down when the opportunity arises.
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
Single- or multiple-point precision tool used to bring an existing hole within dimensional tolerance. The head attaches to a standard toolholder and a mechanism permits fine adjustments to be made to the head within a diameter range.
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
Machining grooves and shallow channels. Example: grooving ball-bearing raceways. Typically performed by tools that are capable of light cuts at high feed rates. Imparts high-quality finish.
Philosophy based on identifying, then removing, impediments to productivity. Applies to machining processes, inventory control, rejects, changeover time and other elements affecting production.
While on the tour, Dvoracek saw a demonstration of SW Twin Cutter heads, but the KAISER representative made a point to show that this body could facilitate much more than just common boring jobs. He demonstrated face grooving, balanced- and stepped-boring, and even compatibility with insert holders for back boring and chamfering. That got Dvoracek thinking about a challenging feature that A&L is often called on to produce that requires two different types of tools, and makes for long, complex cycles.
A&L Machine, a shop that serves primarily the energy sector and its often on-demand needs, is always on the lookout for ways to expedite critical processes. For Allen Dvoracek, A&L Machine president, this occasionally means travelling to suppliers for a firsthand look at how their products work.
“The results were immediate and undeniable, settling in at application metrics of 590sf and .002ipr,” Dvoracek said. “We’re getting better parts off the machine sooner, allowing us to get to the next job ahead of schedule. Reducing the cycle time by 22 seconds per part will save approximately 40 machine hours a year on this job alone. That’s 40 extra hours of machine utilization that we didn’t [previously] have because of a fairly simple tooling solution.”
As Vacio had forecasted to Dvoracek, when subsequent batches of the part arrived for finishing, the print didn’t call for face grooving. It wasn’t a problem. The outside grooving insert was simply re-positioned to face the OD boss and reset to the boss diameter for rotationally symmetric rouging (RSS). Two inserts performing the same cut doubled the feed rate, reducing production costs in additional ways.



 18581906093
18581906093