
Concave helps squeeze more grain from combine - concave carbide insert
2. Understand the power of CAM. It is impossible to program an optimized roughing strategy manually. You need to use a programming software package that will control the cutting strategy. But not just any programming software will work; it needs to be the right software for this application. A program designed only for high-speed side milling will not perform optimized roughing.
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
“Whether it’s a small job shop or a big manufacturing facility, everything is competitive in ceramics. The market is wide open right now,” Buschmohle said. “A company can’t continue to ride carbide when their competitor is running ceramics eight to 10 times faster. More parts out the door makes more money.” CTE
Using a shaper primarily to produce flat surfaces in horizontal, vertical or angular planes. It can also include the machining of curved surfaces, helixes, serrations and special work involving odd and irregular shapes. Often used for prototype or short-run manufacturing to eliminate the need for expensive special tooling or processes.
“Today’s CAM software can be programmed to create an optimized roughing stage that uses a large DOC and light radial engagement to maximize metal removal rates. It’s a type of milling operation that is very well suited to pocketing and side profiling,” said Jay Ball, product manager for solid-carbide end mills – NAFTA at Seco Tools.
Additionally, Buschmole said he sees significant growth in the trucking, braking and power generation industries.
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.
“There might be some additional corner picking that you need to get closer to near net shape before you can move on to finishing, but this strategy takes the bulk of the material out,” said Ball.
Rigid workholding also is important to minimize vibration in the part or, in the worst-case scenario, movement of the workpiece.
In the end, the impact ceramics can make in the cutting tool market will come down to a manufacturer’s willingness to experiment on the shop floor. Those that focus on increasing productivity will flourish.
3. Machine tool stability is key to success. Ceramics do not require anything special from the machine other than rigidity, according to Jenkins. “The majority of machine tools I have encountered in the field are capable of running ceramics, but the difference between success and failure is often related to the stability of the entire process. This includes the placement of the machine tool on the shop floor, how the workpiece is held and the toolholder overhang.”
Many companies run old, low-power machine tools into the ground instead of upgrading to new equipment, which can be a disadvantage for ceramic tools. “The lack of horsepower makes a difference,” Buschmohle said. “Our customers that own the latest machine tool technology have a significant advantage with more tooling options.”
Kyocera Precision Tools Inc. offers MEGACOAT, a proprietary PVD coating process. The company reports that the coating has a higher hardness and a higher heat resistance than TiAlN, which is often applied for its heat-resistant property. “Our Al2O3-based ceramic grade PT600M is used for hard turning and utilizes the MEGACOAT to prolong tool life,” said Kyocera’s Eric Jenkins.
“Today’s machine tools are better equipped to take advantage of the elevated performance of ceramic tools,” he said. “CAM packages are providing more canned programming techniques, and the development of new insert grades are engineered to reach higher feed rates and cutting speeds and extend tool life.”
The majority of machines are capable of running ceramic tools, but the difference between success and failure is often related to stability. Image courtesy Kyocera Precision Tools.
NTK Cutting Tools USA released its aerospace-grade BIDEMICS for machining high-temperature alloys at high speeds while extending tool life and imparting fine surface finishes. Grades include JX1, with up to 1,600-sfm speed capability, longer tool life and better wear and notching resistance vs. whisker-reinforced ceramics, according to the company. Additionally, the JP2 grade is for machining at speeds 10 to 15 times faster than carbide and includes a strong brazing technology. “If customers don’t have high-speed machining, they can look at BIDEMICS as a productivity upgrade, featuring two to three times better tool life,” NTK’s Neal Buschmohle said. “If they already have HSM, they can go from 800 to 1,600 sfm and get two parts out the door for every one part they did before.”
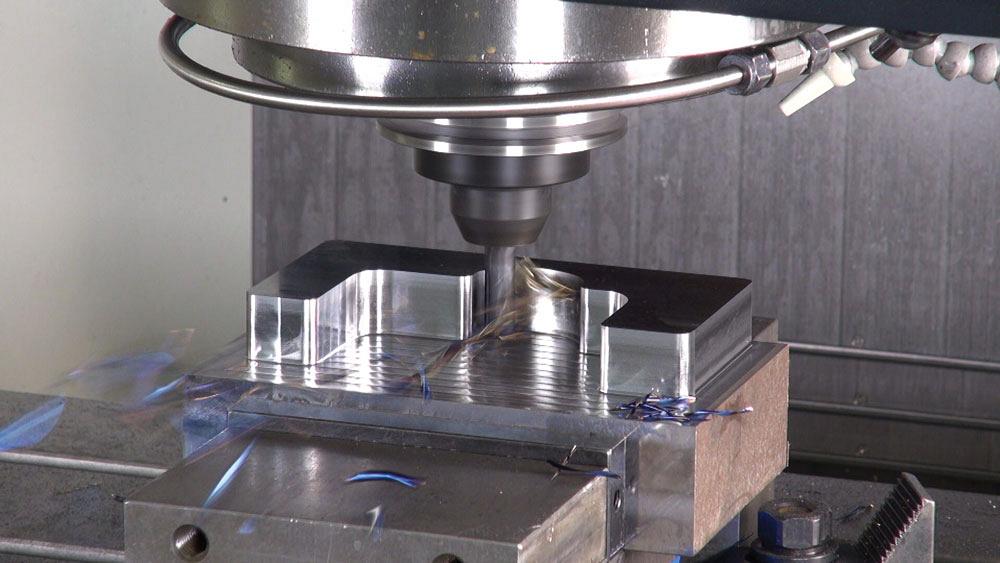
Optimized roughing uses a large DOC and light radial engagement to maximize metal removal rates. Photo courtesy of Seco Tools.
“There are so many new products being developed for aerospace alone,” Buschmohle said. “I’m an optimist, so I think this market will really flourish in the next 5 to 10 years. Aerospace should be the largest growth area.”
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
About the Author: Matthew Jaster is senior editor for CTE. Contact him at (847) 714-0174 or mjaster@jwr.com.
Greenleaf Corp. has developed a coating with strong adhesion to its whisker-reinforced ceramic substrate. Greenleaf says its coated WG-600 and WG-700 whisker-reinforced ceramic grades extend tool life at higher cutting speeds than uncoated whisker-reinforced ceramics. WG-700 features an optimized substrate to perform at higher feed rates than other whisker-reinforced ceramics. “Our new phase-toughened ceramic, XSYTIN-1, is the strongest ceramic grade that we’ve ever produced,” Greenleaf’s Bill Greenleaf said. “It is engineered to operate at very high feed rates and has found success in materials that we typically would not expect a ceramic to perform well. It also seems to perform equally well across a variety of materials that previously would fall within the domain of multiple ceramic grades.”
“The use of social media and the Internet has provided more opportunities for machinists and programmers to share the application techniques required to successfully use advanced ceramic tools,” Greenleaf said.
The best use of the optimized roughing technique is in situations that can use the full flute length of the tool, such as roughing long, straight walls. Photo courtesy of Seco Tools.
The ceramic tool market is expanding thanks to machine, ceramic material and programming improvements. Image courtesy Greenleaf.
Jenkins also believes the market is growing. “The aerospace and medical markets are showing the highest growth trends, and both of these markets machine materials that can utilize ceramics to prolong tool life and shorten cycle times,” he said.
When it comes to the overall manufacturing process, optimized roughing can typically remove 90 to 95 per cent of the rough stock on a workpiece. This leaves only about 1 to 2 per cent of the tool diameter as finish stock for removal.
The willingness to learn these skills comes down to the machine operator, who might want to simply stand in front of the machine and go through the motions, according to Buschmohle. “Others might have some programming background and can easily identify the productivity improvements available with ceramic tools. They see the efficiency gains and understand how these tools can help make their job easier and more efficient. These are the kind of operators that become your best salesmen for the technology.”
5. Growing end user market. The end user market for ceramics is expanding because more exotic materials are being cut. “In the past, ceramics may have been applied more exclusively in large production facilities. Today, the materials, machine tools and technology needed for success can be found in most machine shops,” Greenleaf said.
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.

One of the biggest trends in ceramics is the availability of more complex chamfers and edge preps, said Eric Jenkins, senior applications engineer at Kyocera Precision Tools Inc., Hendersonville, N.C. “These are critical to the performance of the tool. Ceramics used for hard turning, for example, normally require a chamfered edge to improve insert strength. This is due to the increase in hard turning cutting forces, which can be 30 to 80 percent greater than the forces seen in traditional soft machining processes.”
During the roughing phase, the vast majority of material is removed from the part, typically leaving only what is required for the finishing phase.
1. The technology is evolving. Ceramic tools will eventually be the preferred choice for machining both challenging and mundane materials, according to Bill Greenleaf, national sales and marketing manager for Greenleaf Corp., Saegertown, Pa. This will be the result of continued advancements in ceramic materials, application expertise and machine tool technology.
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
4. Use the tooling manufacturer’s recommended cutting parameters. Do not rely on the default cutting speed and feed rate data from programming software suppliers. Cutting tool suppliers develop the recommended cutting parameters after research and through years of experience. Tool makers optimize cutting data for the tool’s design and specifications and for the material group you are working with.
He’s right to praise Facebook, Twitter and YouTube—sites that continue to publish instructional videos and tips that cover everything from programming techniques to cost-savings analysis for ceramic tools. And the message is well-received: Thousands of comments, questions and video shares prove that if someone is wondering if he can use ceramic tools for a certain application, the Internet has the potential answer—just make sure to verify.
R&D has paved the way for new ceramic materials and coatings, like NTK’s aerospace-grade BIDEMICS, that will have a greater impact on high-speed machining. Image courtesy NTK Cutting Tools.
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
For the optimized roughing operation to be successful, a constant radial DOC must be maintained. This radial DOC also depends on the material being cut. For example, superalloys can have a radial DOC that is 5 to 7 per cent of the tool diameter, while tool steel under 50 HRC can use 7 to 10 per cent of the tool’s diameter as the radial DOC value.
According to Ball, the best use of optimized roughing is in situations that use the full flute length of the tool. Roughing long, straight walls is a good example of this.
Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
Optimized roughing is not for every part; it’s very component driven. If a part is a complex, 3-D component, optimized roughing is not going to be the most efficient way to get the highest metal removal rate during the roughing stage. When it can be employed, however, it can have a significant effect on cycle times.
The amount of stepover that can be used depends on tool diameter and the number of flutes on the tool. For example, a 6-flute, 0.5-in. end mill cutting 4140 steel can use a 10 to 12 per cent stepover. With a 7-flute tool, the stepover is only 8 per cent. Moving to a 9-flute tool reduces the stepover to roughly 3 per cent.
Jenkins agreed that ceramic tool knowledge is important at the beginning. “Operators should be instructed to handle ceramics with care; don’t throw them in the toolbox, for example,” he said. “They should also take care when indexing the inserts, because overtightening a clamp screw may crack a ceramic insert. Operators should also trust the programming. Higher cutting speeds are normal with these tools, but it may look unusual to an operator running the tools for the first time.”
Overall cycle time is dependent on the part. If a part is near-net forged, for example, it will not require as much roughing as a solid block will. Another example is a mould cavity: It requires much more time to be spent in the finishing stage rather than the roughing stage because a smooth 3-D finish is required.
1. Use the right machine. Machines used for optimized roughing need two things: fast spindles and rigidity. The spindles must generate the necessary revolutions per minute for optimized roughing’s feed rates. The rigidity of the machine minimizes vibration and contributes to part quality.
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.
As the number of flutes increases, the stepover must decrease to maintain surface finish at faster feed rates. If the stepover is too large, feed rates must be lowered, and more heat is generated with the larger amount of metal removed in each pass. By decreasing the stepover, faster cutting speeds can be achieved. This requires more passes, but the metal removal rates are still higher than at slower speeds because of the increased feed rates.
Today’s advanced optimized roughing is only effective if implemented properly. And while similar in nature to other strategies, optimized roughing entails specific best practices that shops must adhere to and common missteps they must avoid to achieve optimum results.
4. Social media shows tricks of the trade. In the past, ceramic tools were considered a niche technology. This perception is changing thanks partly to the online manufacturing community.
Many ceramic cutting tools, alumina for example, are getting close to the productivity found in PCBN tools when hard turning. Image courtesy NTK Cutting Tools.
“We have seen as little as a 30 per cent in cycle times and a high end of 80 per cent reduction,” said Ball. “In the upper range, the cycle time reduction also takes into account a reduction in rest roughing and semifinishing.”
“With any solid-carbide application in which you are trying to hold tight tolerances, the holders can make you or break you,” said Ball. “If you try to run these strategies and these processes in a collet that is not rigid or doesn’t contain the runout, you will struggle to achieve the metal removal rate and cycle time reduction this strategy can provide.”
Neal Buschmohle, marketing and product development manager at NTK Cutting Tools USA, Wixom, Mich., said the industry is developing grades that increase wear resistance, toughness, consistency and repeatability. “Many of these products, such as alumina ceramics, are getting close to the productivity found in CBN tools when hard turning. My guess is we’ll get there within the next 3 years. Some of our ceramic grades have already replaced CBN in certain applications.”
Carbide tools are brittle and, therefore, also susceptible to rigidity issues, but carbides are generally tougher than ceramics, and, as a result, can be more durable in unstable conditions. The trade-off, however, is the sacrifice in cutting speed compared to ceramics. “A ceramic-savvy shop can machine an aerospace component in a fraction of the time that it will take for a carbide-only shop to do the same job,” Jenkins said.
“Instead of encasing the tool in 180 degrees of engagement, which creates a lot of heat and a lot of pressure, better metal removal rates are achieved with optimized roughing because machinists can take a 2xD DOC and use a 10 to 12 per cent stepover, depending on material. This means you generate less heat and have less radial engagement, which means you can accelerate feed rate and surface footage rate. This is what reduces cycle time,” he added.
The holder needs to provide less than 0.0004 in. of runout. A precise holder ensures the accuracy of the process, whereas a less secure holder will cause undesirable levels of vibration at optimized roughing’s high feed rates.
![]()
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
“Niagara Cutter [a division of Seco] has a multiflute family of tools that is used for this type of cutting. They feature a 38-degree helix, large core diameters, and multiple flutes (6, 7, 9). The tools used for optimized roughing typically have some sort of corner protection (radius or chamfer) and are coated to provide both heat and abrasion resistance, typically an AlTiN coating,” said Bell.
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Ball suggested milling chucks, shrink-fit holders, and high-precision collet chuck systems when using this milling strategy.
3. Don’t cut too deep. A cutting depth of 2xD that takes the full length of the cut in one pass is recommended. The shallow radial stepover enables the depth of the cut. A larger stepover would require a shallower depth of cut to achieve the same metal removal rates. However, a cut that is too deep, more than 3xD for example, creates cutting pressures greater than the tool can bear and causes deflection.
Joe Thompson has been covering the Canadian manufacturing sector for more than two decades. He is responsible for the day-to-day editorial direction of the magazine, providing a uniquely Canadian look at the world of metal manufacturing.
Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
2. Ceramic tools require a specific skill set. The application of ceramic tools is unique when compared to carbide cutters. “The principles can be easily learned, but they are profound enough that someone new to ceramic machining should be aware of them prior to attempting their use,” Greenleaf said. “We routinely train our customers in proper ceramic application skills either through dedicated classroom programs or through factory-trained sales and service engineers.”
Optimized roughing improves metal removal rates (Q), reduces the amount of time spent in the roughing phase, and increases tool life, all while reducing the load on the machine, according to Ball.
An award-winning writer and graduate of the Sheridan College journalism program, he has published articles worldwide in a variety of industries, including manufacturing, pharmaceutical, medical, infrastructure, and entertainment.
Cutting tool material consisting of polycrystalline cubic boron nitride with a metallic or ceramic binder. PCBN is available either as a tip brazed to a carbide insert carrier or as a solid insert. Primarily used for cutting hardened ferrous alloys.
Ceramics are known for their inherent hardness and heat resistance, which makes them suitable for cutting hardened steels and heat-resistant superalloys. They can run at higher cutting speeds than carbide grades, and the success and failure rate of these tools generally comes down to the rigidity and stability of the machine tool. Presented here are five key factors shaping the ceramic tool market.
Often used as a tool coating. AlTiN indicates the aluminum content is greater than the titanium. See coated tools.
The number of flutes determines the stepover percentage because it determines the chip spacing. Tool diameter also plays a role. For example, a 0.5-in.-dia. tool with 9 flutes has less chip spacing than a 1-in.-dia. tool with 9 flutes.
AE-VMS short series endmills designed for stable milling application, ideal for wide range of material like Carbon steel, Alloy steel and Stainless steel to Titanium alloys and Ni alloys.



 18581906093
18581906093