
ABOUT - accurate drilling
Metalmillingprocess
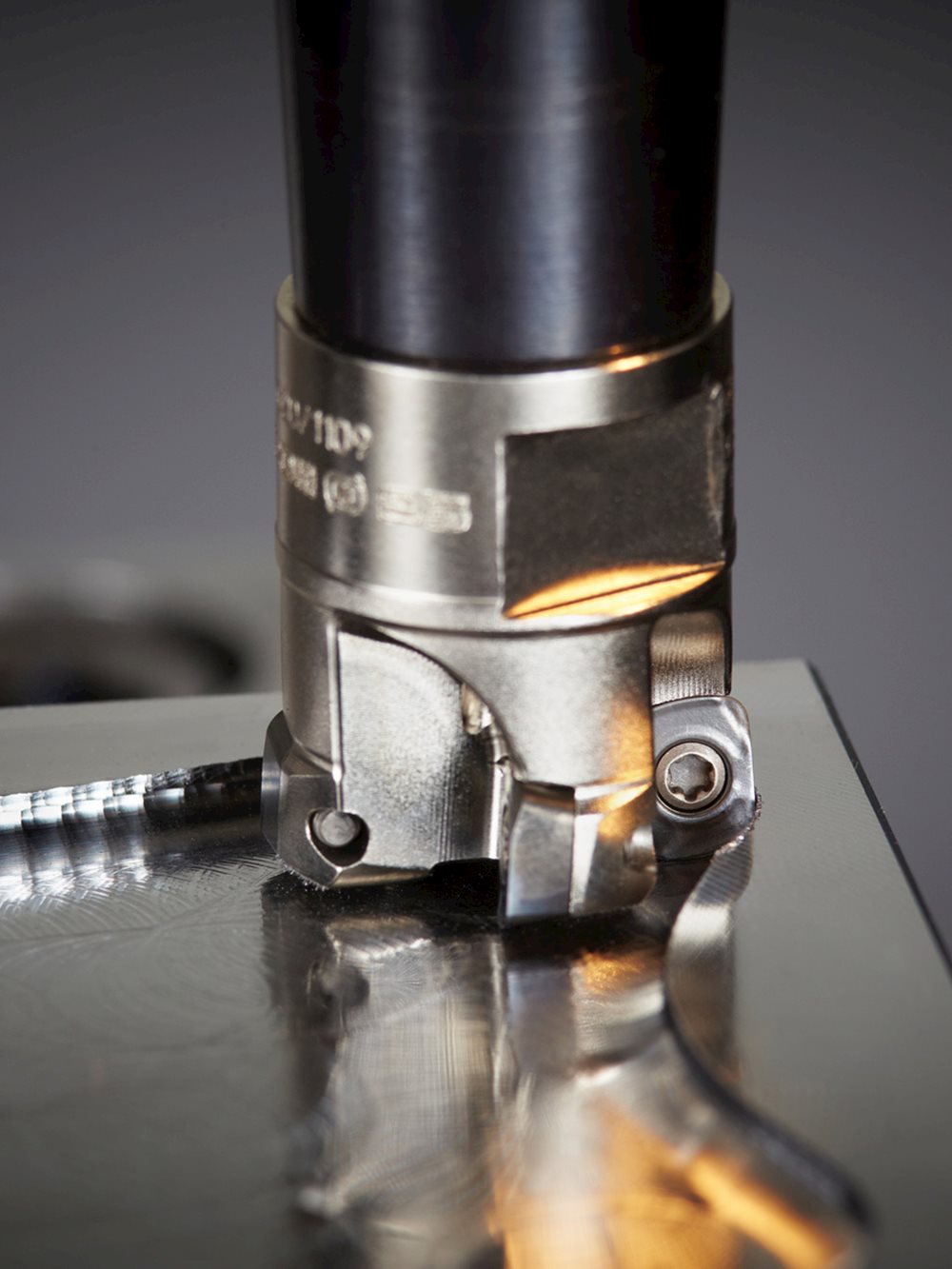
To achieve maximum tool life, high-precision holders are crucial to hard milling. For ultimate success, your run-out needs to be kept to less than 0.0004”. This type of precision can be achieved by most shrink fit holders, milling chucks, high precision collet chucks and select manufacturers' end mill holders. A precise holder also ensures the accuracy of the process, whereas a less secure holder may cause unpredictable tool life and produce surfaces that are out of tolerance.
Even common hardened tool steels in the Mold and Die industry present unique challenges. Take for example D2 tool steel that can be heat treated to 60-62 HRc. Because of the added Chromium content, this tool steel is not only hard but also tough, making it machine similar to tool steel that is 62-65 HRc.
Steel millingmachine
NOT ALL HARDENED TOOL STEELS ARE CREATED EQUALEven common hardened tool steels in the Mold and Die industry present unique challenges. Take for example D2 tool steel that can be heat treated to 60-62 HRc. Because of the added Chromium content, this tool steel is not only hard but also tough, making it machine similar to tool steel that is 62-65 HRc.420 stainless steel is also very common in the mold industry because it is wear-resistant and can be polished to a mirror finish. Although this material is typically heat-treated to 48-52 HRc, it still retains its sticky stainless-steel properties and is prone to causing Built-Up Edge (BUE) making running the proper surface feet per minute crucial.Pro Tip: To reduce BUE when machining this material, utilize air/oil mist.USE RIGID HOLDERSTo achieve maximum tool life, high-precision holders are crucial to hard milling. For ultimate success, your run-out needs to be kept to less than 0.0004”. This type of precision can be achieved by most shrink fit holders, milling chucks, high precision collet chucks and select manufacturers' end mill holders. A precise holder also ensures the accuracy of the process, whereas a less secure holder may cause unpredictable tool life and produce surfaces that are out of tolerance.RECOMMENDED CUTTING PARAMETERS ARE YOUR FRIENDThrough meticulous research and years of first-hand experience, we have developed specifically-creafted cutting parameters. Cutting data is optimized per the tool’s design, specifications, and for specific material groups. These specifications should always be used as a starting point. Modifications can be made depending on the application.

Steel millingprocess
Steel millingtools
Through meticulous research and years of first-hand experience, we have developed specifically-creafted cutting parameters. Cutting data is optimized per the tool’s design, specifications, and for specific material groups. These specifications should always be used as a starting point. Modifications can be made depending on the application.

420 stainless steel is also very common in the mold industry because it is wear-resistant and can be polished to a mirror finish. Although this material is typically heat-treated to 48-52 HRc, it still retains its sticky stainless-steel properties and is prone to causing Built-Up Edge (BUE) making running the proper surface feet per minute crucial.



 0086-813-8127573
0086-813-8127573