
Corner Rounders & Round Corner Cutters & Punches - corner die cutter
CNC cutting toolsname
Depending on if you’re looking to carve fine details, or just want to hog material out fast, choosing the right tool size is critical. For example, a smaller diameter tool can produce finer details but it limited to removing material slowly, otherwise it might break.
The detail accuracy that you can produce with your machine is primarily determined by the cutting diameter of the tool, with the maximum depth determined by its length. Some of our go-to sizes include:
How to: File your nail in a forward motion on each side, to help get an even shape. Start with the sides and then move up towards the tip in the same continuous forward motion until you have the slightly tapered rounded shape you want.
One final deciding factor that needs to be accounted for is the hardness of the material. While it may be possible to cut away at aluminum with a 1mm end mill, we would certainly not recommend it because you’d surely end up with many end mills in the garbage. Instead, a tool should be chosen that you’re sure will be able to handle the stress of cutting the material you want to cut.
Oval nails are such an elegant nail shape—a solid choice if you’re looking for something a bit more traditional. Pair it with our N. 02 Morello and you’ll have an instant classic.
How to: Follow the same process as coffin-shaped nails, but mark the outer dots a little further away from the center dot.
Squoval nails are right in the middle of square and oval. The sides are rounded like oval nails, but the tip is more square.
How to: File the sides of your nails evenly and straight. Then, file the tip in a straight line. When done, round out the edges a bit with the file.
If you want to create anything on your machine, you’re going to need to learn some of the basics on cutting tools. These cutters are used by the Mill One’s router to carve away at materials in order to make the object you’re trying to create.
Square nails are another more traditional option, but have a little more edge than a round nail. Typically with this shape, the nails have a wide, square tip.
Vmctoolslist pdf
How to: Mark a spot at the center of the nail where you want to have your peak (just like with almond). Then, mark two spots on each side—so you have three spots in a line—where you want the edges of the coffin to be. File each side up to the outside points until you have the shape you want and they’re even. Then file the peak into a straight line.
–Makezine- The Skinny on Endmills –CNC Cookbook- End Mill Guide –Guerrilla guide to CNC machining- Stocking up on End Mills –Tinker and Futz- A Guide to CNC Bits –CNC Zone- Router Bits and End Mills –Wikipedia- Milling Cutter –Shapeoko Wiki- End Mills –Hannibal Carbide Tool- Titanium Coatings
CNCtool types images
Learning how to tie a tool’s size and shape to its movement, rotation speed, material type, and material removal rate is nearly an art form. There are engineers whose job is knowing how to properly balance all these numbers and apply them based on part geometry, desired finish, and the total job cutting time. We at Sienci Labs are continuing to develop smarter algorithms so that this work can be done more autonomously through software. In the meantime, these more complicated cutting operations will be for you to explore as your learn more about what makes CNC routers tick.
This goes the other way too. If you find yourself looking at a price tag that’s half the cost of your machine then maybe you should consider upgrading to a new machine. The Mill One was built to be a simple learning platform, not the be-all and end-all of CNC machines ?
How to: Follow a similar process to square nails on the side, but round out the tip on each side, going with the shape of your finger.

How to: Mark a spot at the center of the nail where you want to have your peak. File the sides towards the peak until you achieve the shape you want and they look even. Finally, round out the peak. Quick tip: Be sure to file your nails in one direction for a more consistent and even shape.
The solution to this is compression mills which spiral in both directions to ensure a smooth finish on both sides; however these bits are much rarer and come with a few of their own problems. You can also clamp a scrap piece of material either above (for upcut bits) or below (for downcut bits) the part that you wish to cut in order to reduce the amount of burring.
Since v-bits can come in a variety of cutting angles, ensure that your bit has the right angle for your application. Usually larger (60 degree and 45 degree) v-bits are used for making signs and doing other detailing work whereas smaller angles (30 degree and lower) are used for PCB milling to achieve small trace paths.
The ‘chipload’ on a cutting tool is important because as material is removed it takes a little bit of heat along with it, and if the tool or the material starts to heat up then you’ll get poor cuts and bad edge finish, you may even burn or melt your material and dull your cutting tool. This is why fewer flutes are generally used on materials which can easily melt or weld themselves to the tool, such as plastics or aluminum.
Your tool must be harder than the material it is cutting. Thankfully, the materials that are used to make cutting tools are some of the toughest of the tough. The most commonly used materials are high speed steel (HSS) and solid carbide.
CNCturningtoolsname list
When cutting material with a rotating bit, you can imagine that going too slow will dull or break the bit very quickly. For example, imagine trying to cut through a plank of wood with a saw except instead of moving the saw back and forth you’re just trying to push it directly through. Similarly, a bit that’s moving too fast can burn or melt the material that you’re cutting. Finding a happy medium between these two extremes is a balancing act between three main factors:
If you’ve come looking for some tool recommendations, this is a list that we’ve put together for the slightly more experienced CNCer, or a beginner that’s ready to try something new (in your choice of either HSS or solid carbide):
Lastly, v-bits have a much more specialized usage in sign-making, PCB milling and other forms of engraving where a 2-dimensional pattern is cut into a material blank. You can vary the depth of cut of the v-bit to vary the width of the engraving. This means that for very fine lines, the Mill One will make very shallow cuts with the v-bit, and for wider lines, make deeper cuts.
CNCturningtoolsname PDF
Since there are so many different types and sizes of cutting tools, we’ve created a list below of just 3 different cutting tools that we strongly recommend to get started on your Mill One. We’ve created feed and speed tables for these tools for cutting in various materials so that you can copy/paste the values you need for your first projects. If you’re looking to get started with this recommended list, all of these tools can be found for purchase in our store!
Tool tips can take on many shapes, with each tip designed to be used for a specific application. The three most common tip shapes are ballnose, flat end/fishtail,and v-bit/engraving.
Without the proper planning, you can expect many headaches along the way including broken tools, broken material, and an uneven or rough surface finish on your project. The following is more in-depth information on terminology and the theory behind how cutting tools are applied in a cutting job. A summary and some suggestions can be found at the bottom.
CNCtool type code
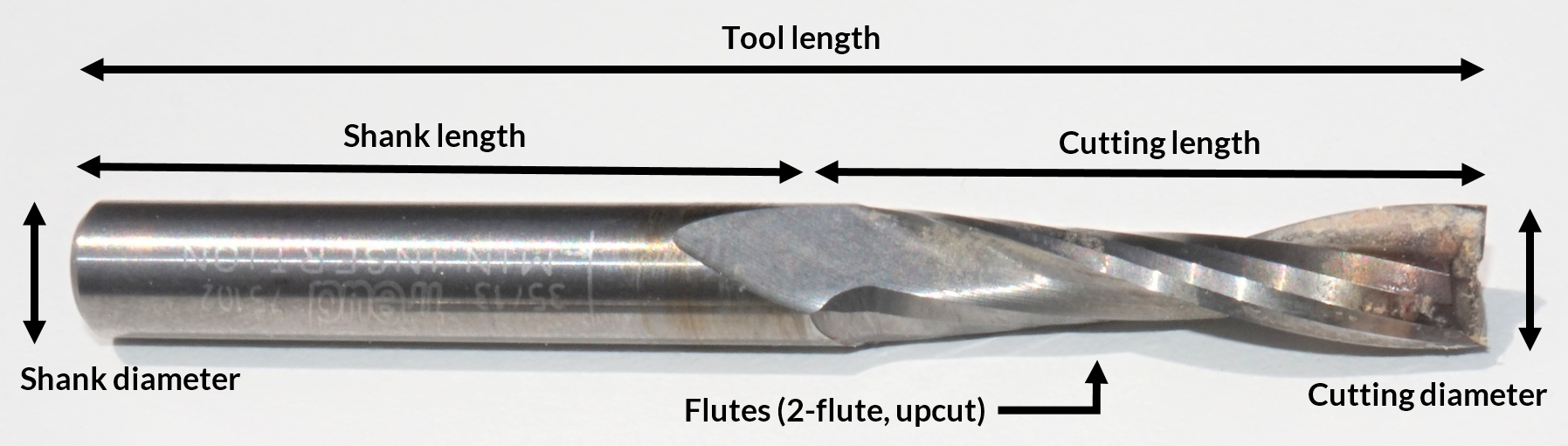
The flutes on the cutting tools are the cutting edges that remove material but also act as channels which move chips and dust away from the cut. Most tools have two or four flutes, but you can find tools with any number of flutes. When an cutting tool has less flutes, more material can be cut away per flute, per rotation. This means that fewer flutes will remove material faster, at the downside of making rougher cuts, meanwhile having more flutes increases the chance of a smoother surface finish.
On the other hand, solid carbide tools are very hard so they’ll stay sharp for longer and won’t wear as much at higher temperatures. Recently, carbide tools have become much cheaper and accessible for use in CNC routing, however it’s important to note that carbide cutting tools require much higher speeds in order to mill properly. This makes it a great candidate for cutting finishing passes, milling PCBs, and cutting materials that won’t easily burn or melt.
End mills are typically used to mill most 2D parts and any 3D parts that do not have complex features, while ballnose mills excel at cutting 3D curves and contours to a smooth finish. Increasing the overlap between cutting passes for either of these tools will also boost their ability to produce a smoother surface finish.
Each of these factors must be suited to the properties of the material that you’re cutting; cutting through foam can happen much faster than cutting aluminum. We generalize these variables under the term ‘feeds and speeds’, and each cutting tool has a different set of ideal feeds and speeds.
How to: When it comes to the sides, follow the same process you would for oval nails. However, when you get to the tip, file it in a straight line for a square look, and then slightly round the edges.

This style is also known as ballerina nails because it looks like a pointe shoe—or more morbidly, has the angular shape of a coffin (Halloween, anyone?).
HSS usually combines with a variety of other alloys to have a high wear resistance and durability for cutting both soft and hard materials. Since HSS is softer than solid carbide it’s less likely to crack and instead wear out over time, so it’s limited to slower cutting speeds. HSS tools are also usually much cheaper than solid carbide tools and can be additionally improved if they come with a coating.
Gone are the days of choosing between round and square nails, although we still dig those, too! Getting an at-home manicure isn’t just about choosing a beautiful color—it’s about choosing a shape as well, and there are just so many to choose from. Below, we’re breaking down all the options out there and how to achieve them. Once you’ve reached your desired nail shape, use your Nimble to finish your nails off with the color of choice!
CNCmachinetoolslist pdf
How to: Just like with almond nails, mark a spot in the center of the tip that you want to be the peak. Next, file the sides in a straight line to that point. Make sure to run the file in a single direction for evenness.
For more non-abrasive materials, coatings will only have an affect on the lifetime of the bit. However, for ultra-precision machining or when milling carbon fiber or hard metals, the wear resistance introduced by these coatings are worth their added cost.
With one of these tools in hand, you can start making cool and good-looking things on your Mill One without added complexity! Ensure that any cutting tool you end up using is installed as deeply as possible into the router, with a bare-minimum of 3/8” of the tool being inside the router for light cuts.
Creating a project with a nice surface finish on any CNC router usually comes with its difficulties. With the Mill One, we’ve continued applying our industry experience so that your chances of success when creating something awesome are as high as possible.
Very similar shape to coffin nails, but a little wider at the top. The tip is slightly thinner and more tapered than the base, but not as dramatic as the coffin shape.
Carbide cutting tools have the ability to be covered in fancy coatings like TiN (titanium nitride), TiCN (titanium carbonitride), TiAlN (titanium aluminum nitride), and AlTiN (aluminum titanium nitride). All of these coatings can enhance the tool’s abilities by increasing its wear resistance, making it more thermally stable, lowering its coefficient of friction, or increasing its ductility.
A classic shape that is similar to oval nails—ideal for shorter, tidier nails. In this case, you are matching the shape of the finger.
Note: if you find any cutting tools being sold for dirt cheap, steer clear! When it comes to cheap bits you’ll find that the money you save ends up costing you in headaches from broken tools. If it’s your first time using a CNC router, expect to make mistakes while getting used to the Mill One. You’ll probably break/damage bits during the learning process, so consider holding off on buying the expensive ones until you’re more comfortable with your machine.
CNC toolslist
Most CNC cutting tools can be thought of like drill bits. However, not only can these cutting tools drill downward like drill bits, they can usually cut side-to-side as well. This enables the CNC router to cut away material in any fashion required to make your final 3D object.
The spiral direction of the flutes will also have an impact on the surface finish of the material. Since the shaft on CNC routers always spins clockwise, if the flutes wrap in a counter-clockwise direction then the downward spiral will eject the material downward, meanwhile the opposite will eject them upward. The downside to both downcut and upcut bits is that they can cause ‘tearout’ (material splintering or burring) on either the bottom or the top of the material respectively.
This nail shape looks like your favorite healthy snack. It’s wider at the base and tapers toward the top, coming to a slightly rounded peak.
There are cutting tools for every possible cutting application. Features such as tip shape, shank diameter, cutting diameter, tool length, flute count, helix direction and tool material can all vary from tool to tool. The material that you wish to cut, how fast you wish to cut it, and your desired surface finish will decide what features you want on the tool you end up using. Since there are a lot of variables, we’ll try to stick to the most commonly available cutting tools that you can use with your Mill One.



 0086-813-8127573
0086-813-8127573