
DRILL/MILL for center drilling - center drill vs spot drill
The UK's largest range of Turning Inserts, with grades and chip breakers available for a huge range of applications, materials and holders.
Cutwel supply a range of aluminium milling cutters to suit all budgets and applications. Below is a summary of each range and where I would recommend you use them:
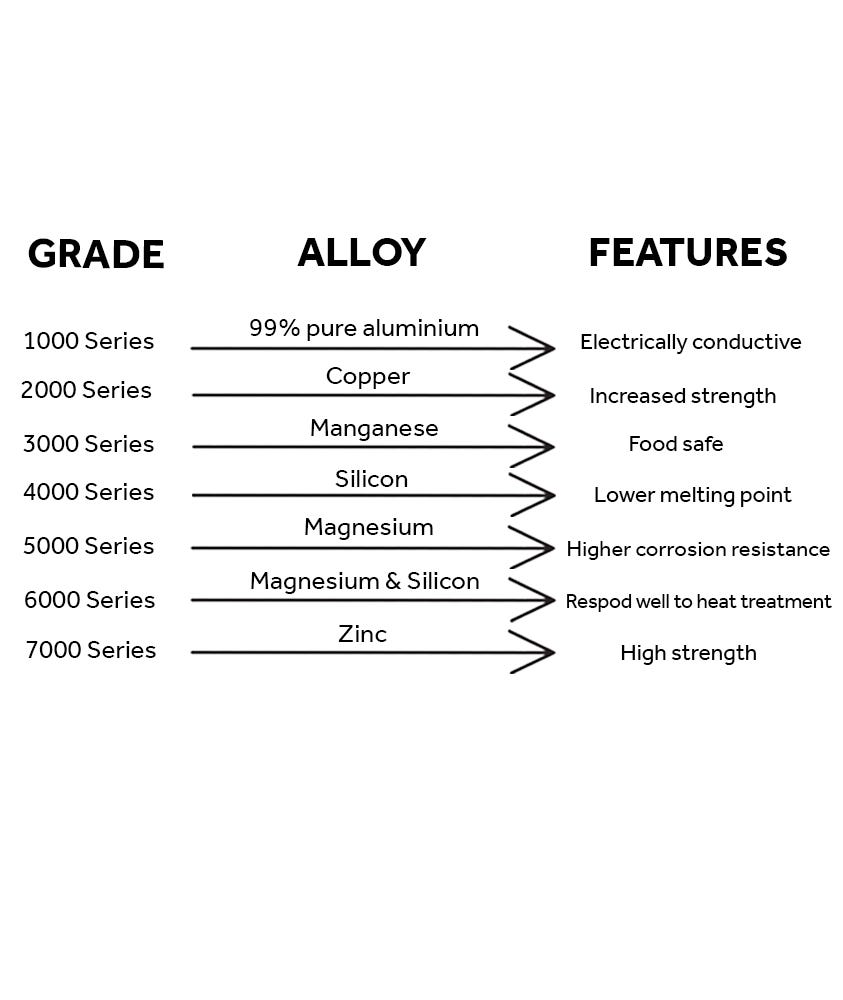
3000 Series - Manganese AlloysThe 3000 series of primarily manganese alloys are suitable for all-round general purpose uses and are among the most popular choices available today. They have average strength, but excellent resistance to corrosion workability. This series contains one of the most widely used aluminium alloys of all, 3003, popular due to its versatility, exceptional weldability and aesthetically appealing finish.
When working with aluminium there are presently eight series of grades used to categorise the different types of alloys available. An alloy is created by mixing two or more types of metal to offer more desirable features such as greater strength or a higher melting temperature. Each grade of aluminium have distinctive properties, and all are used for precise applications. They are identified using four-digit numbers with the first number denoting the series of grade, indicating the primary alloying element. This is regarded as the International Alloy Designation System.
In turning applications, you generally must consider the chip breaker and grade to suit your application. Our AK chip breaker from Korloy and AL chip breaker from YG-1 have been specifically designed to combat the swarf issues surrounding aluminium turning. They feature a buffed high rake geometry, sharp cutting edge and low cutting resistance.
Aerospace industryAll aircrafts use aluminium alloys as the main structural material. Aluminium plays an integral role in the construction of aircrafts. It’s excessive resistance to corrosion and good weight to strength ratio makes it the most suitable material for aircraft construction. But the one property that makes aluminium the ideal metal for aircraft construction is its resistance to UV damage.
CNC machines require coolant as a necessity in the aluminium process. Choosing the appropriate coolant and application method ensures that both the tools and aluminium custom parts are lubricated and protected from excessive heat during milling. During application, check the coolant concentration to prevent further machine damage. These coolants could extend the life of your machines and make the job more cost-effective.
Coarse vs finethread chart
2. Measuring with a micrometer can be done but is sometimes a little difficult depending on how big/small the fastener is.
Range includes both general and high precision & performance cutters. Special geometries ensure the best chip control and surface finish.
Coarse vs finecrackles
5000 Series - Magnesium Alloys5000 series alloys are combined with magnesium, but many contain additional elements such as manganese or chromium. They provide excellent corrosion resistance, making them a popular choice for marine applications such as boat hulls and other industry-specific uses. These highly versatile alloys maintain reasonable strength, weldability and respond well to working and forming.
3. A thread gauge like found in tap and dye sets is a great way to determine the thread pitch. A Die may be used to check the size of a fastener as well. The problem can be, if the size you are checking is not in the tap and die set.
Aluminium is the world’s most copious metal and is the third most common element, encompassing 8% of the earth’s crust. The adaptability of aluminium makes it the most extensively utilized metal after steel. Although aluminium compounds have been used for thousands of years, aluminium metal was first produced around 170 years ago. The material itself is soft, lightweight, Non-combustible and its melting temperature is approximately 660°C making it convenient to work into new shapes. The material itself reflects Light and Heat very effectively which helps safeguard it from rust.
Another recommendation we would give is the PCD (Polycrystalline Diamond) turning inserts which are designed for turning high silicon aluminium, carbon fibre, glass fibre and abrasive plastics. PCD inserts offers exceptional performance, tool life and surface finish when compared to coated carbide inserts. Turning inserts (AK H01 or PD1000 grade inserts)
6000 Series - Magnesium and Silicon AlloysThese alloys are combined with both magnesium and silicon (forming magnesium silicide) and are extremely common alloys for general purpose uses in a huge variety of industries such as construction, architecture, automobile and more. With above-average strength, strong corrosion resistance and precise machinability, materials in this series also respond well to heat-treatment and maintain their workability after tempering.
Pure aluminium is ductile, corrosion resistant and has a high electrical conductivity. Aluminium is one of the lightest engineering metals, having a strength to weight ratio superior to steel.
Number of Flutes (cutting edges) A cutter with too many flutes will contribute to chip removal issues, the higher number of flutes a cutter has results in shallower flute pockets which causes swarf to build up and clog the flutes. Switch to a maximum of three flutes when machining aluminium with a sloid carbide cutter. Increased space between the cutting edges makes it easier for larger chips to escape.

Paired perfectly with these chip breakers are Korloy’s H01 grade and YG-1’s YG10 grade. These polished uncoated grades are 1st choice for aluminium, aluminium alloys and non-ferrous materials. They offers excellent chip control, surface finish and tool life.
Deep flute pockets mean that the cutter doesn’t clog as quickly, so the tool can be run for longer and at higher cutting data. Lapped and polished flutes enable excellent chip flow when machining soft materials, whilst a sharp cutting edge offers higher metal removal rates and smoother cutting action.
Automotive manufacturing One of the most noteworthy attributes of aluminium is its ability to withstand weight. This characteristic comes in handy when manufacturing wheels for heavy vehicles. Due to aluminium’s lightweight and flexible properties, aluminium can provide drivers with better stability, control and more precise handling.
8000 Series - Other Alloy CategoriesThe 8000 series are alloyed with a range of different elements such as iron and lithium. Generally, they are created for very precise functions within specialist industries such as aerospace and engineering. They provide similar properties to the 1000 series but with higher strength and formability. Link to aluminium cutters.
If using a higher performance cutting tool, then we would always recommend a high performance holder such as a hydraulic chuck or shrink fit chuck. We also provide higher precision ER Collets should you wish to use standard ER Collet chucks.
Calculate Proper Feeds and Speeds When machining aluminium, whether you are turning or milling you will generally require a higher spindle speed. Feed rates that are too slow increases the cutter contact time resulting in rubbing rather than cutting, this will result in reduced tool life and poor surface finish. while feed rates that are too fast can increase stresses on the machine spindle that will cause chatter and vibration resulting in premature tool failure.
We've been selling specialty tools and thread repair kits since 2005. Call for assistance in finding the best spark plug thread repair, head bolt thread repair, drain plug or other general thread repair kit for your application at 800-734-8665 x251 or provide your details by using our Contact Form.
Coarse vs finesand
4000 Series - Silicon AlloysAlloys in this series are combined with silicon, its primary use being to lower the melting point of the material whilst keeping its ductility. For this reason, Alloy 4043 is a well-known choice for welding wire, suitable for use in elevated temperatures and offering a smoother finish than many other options. The 4000 series generally provide desirable thermal and electrical conductivity and have good corrosion resistance, making these alloys a popular choice in automotive engineering.
In addition, productivity can also be improved by increasing speeds while maintaining feed rates and cutting at a moderate depth. Aluminium generally responds well to being cut at higher speeds. Coolant should always be considered when cutting aluminium. Due to the soft nature of the material it needs to be protected from excessive heat and therefore should be lubricated.
Clear Chips Thoroughly (Swarf evacuation)Aluminum chips have a certain “stickiness” this can cause them to become welded to the tool, resulting in poor quality work and excess wear and tear on machine. Using a water-soluble cutting fluid, either flood or mist will help clear swarf and control the workpiece temperature. Another recommendation would be to use a high helix tool with deep flute pockets, which will ensure effective swarf evacuation. The number of flutes on the tool will also play a part in helping clear the chips thoroughly, therefore we would recommend choosing a tool with 1,2 or 3 flutes, bear in mind that 3 flute cutters will achieve higher feed rates, due to the fz (mm/tooth) feed rate calculation.
The key to successfully machining aluminium is to adapt the machining process to accommodate its specific characteristics. Considering the below tips and techniques will improve cycle times, tool life and surface roughness resulting in high-quality components and cost savings.
Predominantly uncoated, the HPC range also include an optional DLC (diamond like carbon) coating. This coating is designed for hard or abrasive aluminium substrates such as aluminium used in aerospace and high silicone aluminium alloys, sharp corner or radius corners are available. YG1 Alu Power HPC offers excellent performance across a range of machining applications including slotting, profiling (side cutting), pocket milling, ramping and plunge milling.
However, the type of coolant used, and the specific machining process will determine the optimal coolant application method. It is important to consult with an expert in the field to determine the best approach for a specific application. Here at Cutwel we have a leading team of technical engineers who are always ready to advise and help you with any queries you may have. Call our expert technical team on 01924 869 615 for any support.
When tapping aluminium, we would always recommend our Machine Taps for Aluminium & Non-Ferrous. A combination of market leading machine taps from YG-1 and UFS feature specialised geometries to combat the issues surrounding Aluminium tapping. These include interrupted flutes to prevent chip clogging, 45° helix for fast chip evacuation and specialised surface treatments for unalloyed aluminium and aluminium alloys.
1000 Series - Pure AluminiumThe 1000 series is the purest metal available, made up of 99% aluminium content. This series isn’t commonly perceived to be the strongest grade available, on the other hand it is outstanding in hard forming, spinning, welding and many other applications. These Pure aluminium alloys are highly corrosion resistant and have an exceptional thermal and electrical conductivity, making them a preference of use for chemical storage and electrical transmission applications.
Although aluminium is commonly viewed as a less complicated material to machine in contrast to stainless steel or other exotic materials, there are more issues associated when machining long chipping and sticky materials like aluminium. When milling aluminium, you need to consider solutions for the uncontrollable swarf, built up edge on your cutting tool and the negative effects these can have on your surface finish and tool life. Even though some advanced coatings are suitable for machining aluminium, the best course of action would be to pick an uncoated cutter with polished flutes. This is due to the fact when you’re machining Aluminium, the material can stick to the coating, this build up along the cutting-edge causing friction and blunts the sharp cutting edge that needed to cut these types of materials.

Aluminium is very good when it comes to heat and is an excellent electrical conductor. However, stainless steel can be used at higher temperatures due to aluminium becoming softer at a higher temperatures.
Coarse vs finehair
Aluminium in its purest form is quite soft. However, its ability to be combined with other metals, such as silicon, magnesium, zinc, or copper to form various alloys, is what has made aluminium so strong that in some cases it can even rival steel. These additional elements not only improve the hardness of aluminium but also improve its corrosion resistance.
When working with aluminium milling cutters there are some particular features and attributes which can help to avoid the material building up. The features include:
For solid hole making applications we have HSS, and Carbide Drills dedicated for non-ferrous drilling. For those at the lower end of the cost spectrum or lack the machining capabilities for carbide, our Uncoated HSS drills feature deep flute pockets for effective chip evacuation to prevent clogging. YG’1s worm pattern drills are also excellent for deep hole drilling soft or long chipping materials like Aluminium with lengths available up to 25xD.
Coarse vsfine-grained
Korloy A+ End MillsWith similar performance to our Alu-Power range, Korloy’s A+ End Mills are ideal cutters for aluminium finishing applications. These 2 or 3 lapped flute cutters feature a 45-50° helix angle and u-shaped flutes to provide an extreme quality mirror surface finish. This range is dedicated for side cutting/profiling, this range is not designed to plunge cut.
It is generally recommended to use coolant when machining aluminium to help dissipate the heat and reduce friction. This can prolong the life of the tool and improve the quality of the finished product.
What industries & applications are Aluminium’s mainly used in?The properties of various aluminium alloys have resulted in aluminium being used in industries as diverse as transport, food preparation, energy generation, packaging, architecture, and electrical transmission applications.
YG-1 Alu PowerOur most popular range, the original YG-1 Alu Power is the perfect all-round carbide milling cutter designed distinctively for non-ferrous materials like aluminium. Due to the micrograin carbide substrate these are a step up in performance, tool life and wear resistance over standard milling cutters but without breaking the bank. Simultaneously the special geometry of aluminium ensures the best chip control and surface finish.
The ULTIMATE tool for high metal removal of aluminium & alumium alloys. Alu Power HPC keeps it's edge under tough conditions.
Go Slow and SteadyThere’s a temptation to save time by making deeper cuts, however this strategy can backfire by making it harder to clear chips. Stick with frequent shallow passes that enable greater control and better access for chip removal. Due to aluminium being a soft metal, drilling at a higher speed will encourage heat build-up, therefore it is important to monitor the drilling speed and drill slower. A recommended drilling speed for aluminium varies between 200 and 300 rpm. For more information on the speeds and feeds get in touch with our experienced technical engineers.
For more information on this please feel free to contact our expert technical team who have a wealth of knowledge and experience across a range of industries. They will be able to advise you on the correct tool selection, set up and machining methods to help you get the best from your aluminium applications.
1. If there is an application look-up typically used by parts stores, this is an easy way to find the thread size. There isn't always a source for looking up some sizes this way though.
YG-1 Alu-Cut HSSThe Alu-Cut range from YG-1 is made from a tough HSS substrate with 8% cobalt and is best suited for manual machines or where machining set-ups are unstable. This is due to the fact HSS is more of a durable substrate than Carbide and is less likely to chip, in case of any vibrations in the machining process. HSS tools run at lower speeds and feeds than carbide making them a perfect option for manual machine tools or small CNC machine with low max spindle speeds.
YG-1 Alu Power HPCOften referred to as the king of aluminium milling the Alu Power HPC range from YG-1 are the ultimate milling tools for high metal removal of aluminium and aluminium alloys. These are made from an ultra-fine micrograin carbide and feature deep flute pockets combined with sharp cutting edges which make them ideal for ultra-high-performance machining of Aluminium.
4. Another way to determine the size of a bolt is to take it to a parts store that has a large nut and bolt selection and simply match it up. Be cautious when using this method, because sometimes nuts can be returned to the wrong bin!
Brass offers greater strength at a higher cost, while aluminium provides lightweight along with good corrosion resistance at a lower cost, however may not offer quite the same degree of strength as brass does.
Coarse vs fineparticles
While it's true that coarse threads are less likely to be cross threaded, fine threads are more ideal for applications when precision is needed. One example is for assembling engine components because tolerances are more precise with closer threads. A good application for coarse threads would be for when tolerances aren't as important, like bolting together large components like in building ships, bridges, bill board framework and many other large component assembly. Coarse threads are less likely to be crossed, since the threads are spread further apart from each other, they are more difficult to skip. Fine threads are more easily tapped with precision. When torqued the same, fine threads are less likely to loosen over time compared to coarse threads. This is true, especially when the element of vibration is present, like a car or truck engine would produce. Also with the heating and cooling cycles that engines have, there will be expansion and contraction. With fine threads, fasteners are less likely to loosen under those conditions. There are less extreme cycles like this when we are talking about large components in our ships, bridges or bill board framework examples.
Tool selection is important, and this is not just limited to the cutting tool but also selecting the right tool holder can help you reach your machining potential. Our range includes a wide selection of low cost to high performance dedicated solutions for aluminium machining. These all-feature special geometries which can aid the machining process and combat some of the main objectives in aluminium cutting such as good swarf evacuation and a mirror surface finish.
In our solid carbide range for aluminium and non-ferrous materials the YG-1 Alu-Dream Drills lead the way with their ultra-high-performance capabilities. These feature a through coolant design with sharp drill point and lapped flutes to provide ultra-high feed rates, excellent chip control and exceptional surface finish. The YG-1 dream drill range also machines to an m7 tolerance which eliminates the need for reaming.
For larger diameters we also supply U-Drill inserts, Spade Drills inserts and other indexable drilling solutions for aluminium and non-ferrous materials.
7000 Series - Zinc AlloysThe strongest alloys available, even stronger than many types of steel, the 7000 series contain zinc as their primary agent, with a smaller ratio of magnesium or other metals included to help retain some workability. This combination results in an extremely hard, strong, stress-resistant metal. These alloys are commonly used inin motorsport and the aerospace industry due to their superb strength-to-weight ratio. These zinc grade alloys have better corrosion resistance than 2000 grade alloys but not as resistant as 6000 and 1000 grade alloys.
Aluminium is much more cost effective than copper and thus brings commercial advantages. Although the conductivity of copper is stronger, aluminium proves to be almost double as effective a conductor.
Due to its characteristics, Machining aluminium can be much easier compared to tough super alloys like Hastelloy and Inconel and materials like hardened steel. To maximise your machining capacity and ensure your tool performs optimally, you will need to use the correct geometry tooling, high precision collets and suitable tool holders.
Fine Threads - More threads than coarse and are closer together. The crests are closer together resulting in more threads. This results in more contact area.
Coarse vs finesalt
2000 Series - Copper AlloysThese alloys use copper as their primary element in addition to aluminium and can be heat-treated to supply them excellent longevity and hardness, comparable to some steels. They have excellent machinability and a terrific strength-to-weight ratio; the mixture of these traits makes them desirable in the aerospace industry. One downside to these alloys is their low corrosion resistance, so they are often painted with a higher purity alloy when their application means they will be exposed to the elements.
Titanium is certainly the heavier metal, however Aluminium is much less expensive and provides a similar durability and better availability.
Engineers have reasons for using certain thread pitches for specific applications. As a rule of thumb it's usually best to stick with the original thread pitch to help avoid any un-intended consequences.
Throughout the years we have had all sorts of inquiries from customers who have varying levels of knowledge and experience. I have summarised below some of the most frequently asked questions that I am asked on a regular basis...
Depending on the machining application, aluminium can produce stringy, curly swarf some people refer to this as bird nesting as the ball off swarf resembles a bird’s nest. This is due to the soft and ductile nature of the metal. However, depending on the cutting conditions and type of aluminium used, in some case It can produce small chips, which are normally curly or wavy in shape.
Coarse vs finethread
WiseAutoTools.com © Summary: The short answer is that "fine" threads are stronger than coarse threads. Without getting too technical we will explain the advantages of using fine threads compared to coarse threads, especially for automotive applications. Coarse threads do have their place for certain applications, we cover that too.
HSS, Powder Metal and Carbide milling cutters generally contain some type of coating, like TIN, TIALIN or AlTiN to improve tool life or increase its performance. However, on aluminium (non-ferrous) and other soft materials like copper and plastics, this will increase the risk of the material sticking to the coating. Consequently, when machining aluminium we recommend using an uncoated milling cutter unless the coating is specifically designed for non-ferrous materials, like a DLC (diamond-like carbon) coating, these type of coatings are naturally self-lubricating and don’t allow the aluminium to stick to the cutting edge and also increase tool life.
Aluminium’s malleability and smooth fabrication allow it to form deep and precise spinning’s, giving handlers significant design freedom. Steel is more rigid and will crack if pushed too far during the spinning process.
Ship building industryThe use of aluminium in shipbuilding reduces ship fuel consumption due to the lightweight nature of the material. Its weight (or lack of) and rust-free characteristics greatly contribute to the energy-saving levels and environmental protection of ships.
Cast Iron is the heavier metal and has a higher heat holding capability than aluminium. Although aluminium is a lightweight it has a higher thermal conductivity than cast iron and also is less brittle.
Maintain a Stable TemperatureAluminium is more at risk to variations in temperature, if there’s too much heat there’s a chance of material build up on the cutting-edge causing friction which can lead to extremely poor surface roughness or even scrapped components.



 0086-813-8127573
0086-813-8127573