
Straight router bit VHW (Z=2+1) shank 8mm - Ø8mm LONG - longest router bit
Broaching operations can be done on CNC milling and lathes as well as on broaching machines, whereby most CNC applications occur on lathes, since the workpiece can be finished without re-clamping. The C-axis is required for polygon profiles such as square, hexagonal, serrations and splined shafts. To open a single keyway, only the Z and X axes are usually sufficient. It is important that the lathe’s chuck can be locked, as the chuck must remain fixed while the keyway is being machined.
It’s also called static broaching tools since the Z-axis movement necessary for chip removal comes from the machine itself. On the other hand, a driven broaching unit generates the back-and-forth movement in Z-axis by itself. (See third method for details)
Keyway cutting using this method on a CNC lathe or machining center eliminates the need to reclamp the tool on a separate machine in order to broach the keyway.
SmiCut has a complete program of Solid Carbide Thread Mills and Thread Milling Inserts. Discover the top 14 advantages of Thread Milling. Distinctive features of SmiCut’s solid carbide thread mills include:
For the commercial aspects, particular attention should be paid to the size, tolerance and availability selection. If there are several common tolerances to choose from and are available as catalog goods, the procurement costs are lower in contrast to special plates on request. When machining keyways, tolerances H7, JS9, P6 and C11 are the most common.
With a TIN coating, the wear resistance and life of inserts can be increased. The geometry of the panels is also an important technical point that influences the surface quality, among other things. TiAlN coating may be prefered when machining harder materials.
The question that often arises here is whether broaching does not place too much stress on the turret or spindle of the CNC machine. The load that is exerted on the CNC lathe or machining center is comparable to that of a drilling operation. Larger sizes can be machined in two steps first using a smaller insert, then the actual size.
Wire-Cut EDM (Electrical Discharge Machining) is a process of cutting electrically conductive materials with high precision. It uses a thin, electrically charged wire to cut the required keyway by eroding material via electrical discharge.
In this method, first the workpiece is clamped in position. Then the keyway is cut by the tool through a series of successive passes. The tool removes an equal amount of material with each pass until the required size of the keyway is achieved.
The ultimate choice will depend on the size and geometry of the workpiece, keyway dimensions and quantity. By understanding these factors and applying best practices, manufacturers can make informed decisions and optimize their keyway cutting processes to maximize efficiency, precision, and overall performance.
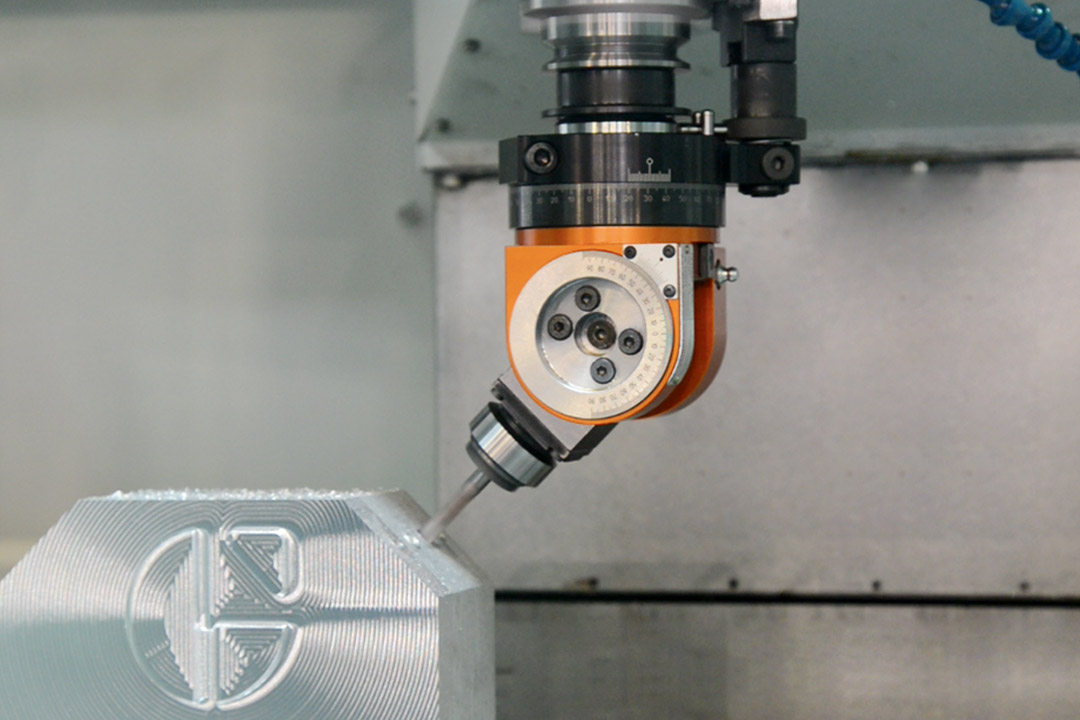
During the machining operation the lower body of the angle head needs to dive into the bore to cut the internal keyway. So this method is suited for workpieces with a bore large enough to accommodate the angle head.
By pushing the insert into the workpiece, the keyway is machined step by step. The cutting speed and the cutting depth must be set depending on the workpiece material. Experience shows here that catalog values mostly only serve as approximate values and that values adapted to various factors on site (room temperature, machine type, machine condition, workpiece quality, coolant, etc.) can produce optimal machining results.
We are actively seeking distributors to expand the reach of our thread milling tools and strengthen the SmiCut brand. Contact us for detailed information about our sales terms, price lists, and more. In addition, we have a multitude of helpful resources to facilitate the sale of our products.
The operation is performed on dedicated machines such as a shaper or a slotter. As for cutting tools, either integral keyway cutting tools or inserted broaching tools as in the second method can be used. An adapter might be necessary to clamp the tools depending on the machine type.
SmiCut provides the exceptional SmiProg software, a valuable resource for recommending the right tool, cutting data, and CNC program for your needs.
In our Thread Milling Knowledge section, you’ll find a wealth of information, including relevant webpages, videos, and a useful FAQ page page addressing various questions about thread milling and our tools.
With insert holders, stability is of the utmost importance, as better stability for a longer service life of the inserts and better surface quality. With the holder, a longer shaft contributes to the stability, with a larger contact surface and, if necessary, fastening with two screws instead of one screw. A continuous substructure behind the insert seat ensures vibration damping and thus also increases the stability of the holder. Short insert seat protection must be avoided for optimal surface and service life of the insert.
Please contact us for quotes on the thread mills that interest you. Payment can be made through international bank transfers or PayPal, which allows for same-day delivery.
For internal square, internal hexagon and internal gear machining, an alternative method is the rotary broaching process. Rotating broaching tools are relatively fast because the entire profile is machined at once and not all edges individually, as is the case with slot broaching.
Cutting internal keyways is an essential task in many industries, and selecting the most appropriate method for a particular application is critical to achieving the desired results efficiently.
Milling an internal keyway requires the cutting tool, e.g. an end mill to to cut at 90º along the bore length. This kind of operation will usually require an angle head to dive into the bore vertically. The keyway is machined by removing material with the rotating cutting tool which is clamped to the angle head.
Broaching is a widely used method for cutting internal keyways, involving the use of a broach—a specialized cutting tool with a series of progressively larger teeth. The broach is clamped on the broaching machine and either pulled or pushed through the workpiece to broach the keyway.
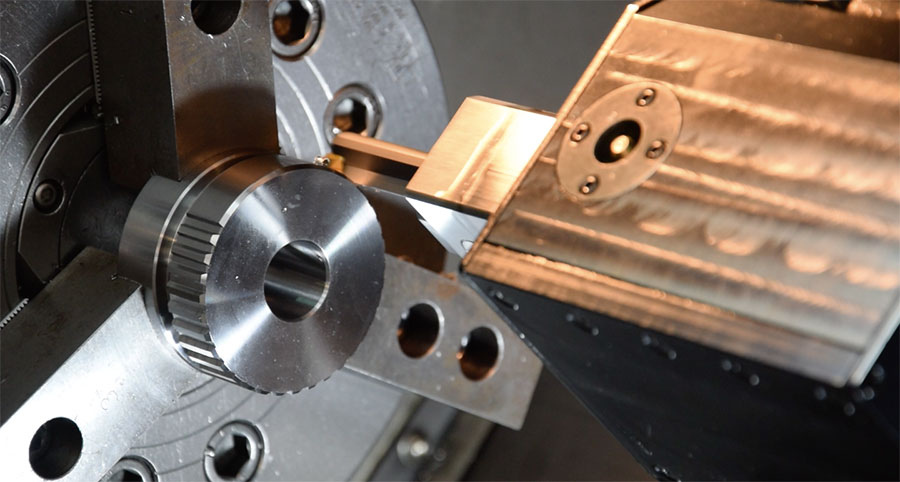
Broaching (Slotting) is a machining process in which a keyway or a profile is created by cutting movements on the Z-axis. The cutting depth is determined with movements of the X-axis. With the working stroke on the Z-axis, material is removed depending on the cutting depth. The return movement is an idle stroke where no material is removed because there is only one cutting direction.
For a step-by-step guide on using SmiProg and discovering the smart features of our thread mills, watch our Tutorial Video Series of SmiProg, with more parts being added over time.
In the manufacture of inserts, preference must be given to materials with high wear resistance and high compressive strength, e.g. powder metallurgical HSS alloys with resistant elements. Inserts made of suitable HSS alloys have a longer life due to the wear resistance and offer much greater process reliability thanks to the high pressure resistance.
Broaching tools can also be used flexibly on lathes and machining centers. Since processing only has to take place in one pass, the stress on the machine is very high. The machine can often come to a standstill, especially with larger diameters. Process reliability is therefore not guaranteed, especially with larger diameters and materials with higher hardness levels.
SmiCut offers a range of educational videos to enhance your understanding of thread milling. Learn about the benefits of thread milling in one of our videos, while another showcases ThreadBurr, our Solid Carbide Thread Mill that combines threading and deburring in a single operation.
Shaping or slotting is a method that involves using a reciprocating single-point cutting tool to remove material and create the keyway. The cutting tool moves horizontally or vertically along the workpiece, gradually cutting the internal keyway with each pass.
This high-speed broaching method is commonly used on CNC lathes. It creates keyways similarly to the second method, which utilizes static broaching tools. However, driven broaching tools are remarkably faster, exceeding the speed of static tools by over 10 times.
In this comprehensive guide, we will discuss seven popular internal keyway cutting methods. We will explore the advantages and limitations of each method, provide use case examples, and offer best practices to help you make an informed decision.
There are static as well as driven tool solutions. The right choice depends primarily on the number of keyways / edges / teeth and workpieces per month. With a smaller number of workpieces up to around a few thousand pieces per month, the static slotting tools are very cost-effective. However, if the number of pieces is over several thousand per month, a live broaching tool is faster and economically the better solution.
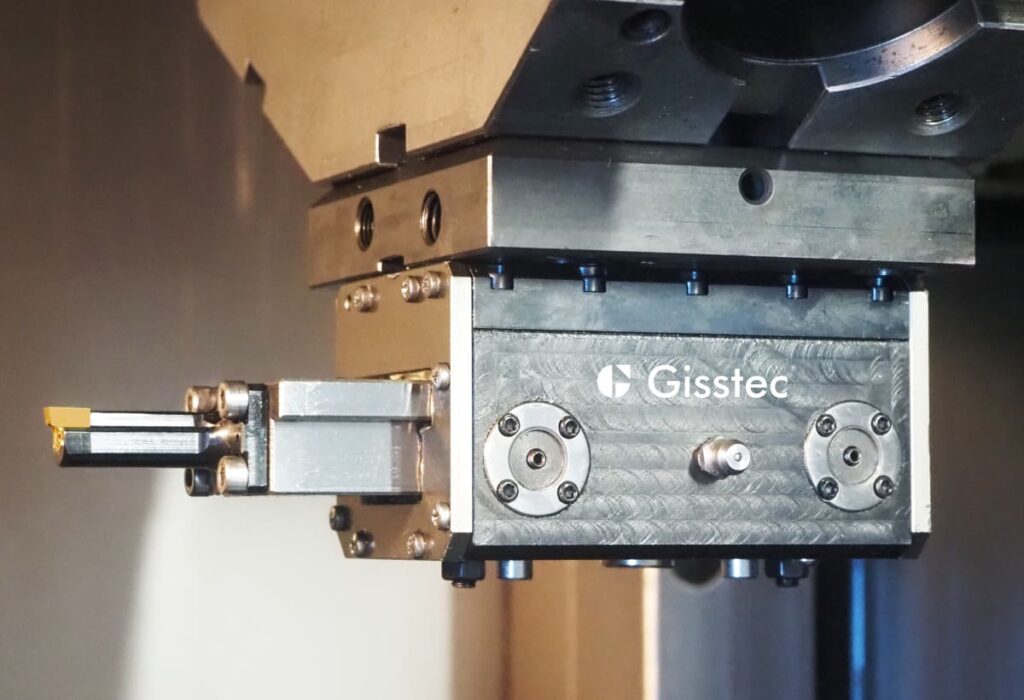
Static broaching solutions, which are widely used, consist of broaching (slotting) tools with a cylindrical clamping option and inserts in various geometries, sizes and tolerances. This technique has two components: the insert and the insert holder. The insert is attached to the insert holder with a screw. The insert holder, usually with a shaft diameter of 25 mm or 32 mm, is then clamped to a boring bar holder or a VDI boring bar holder with a corresponding diameter on the CNC lathe. For use on machining centers, the holder can be clamped with any tool holder with a cylindrical holder, such as a collet chuck or Weldon holder which you can easily supply from your local vendor.
With broaching tools, machining can be done in as many passes as necessary. This guarantees process reliability, as the machining parameters can be adjusted depending on the material and profile size.
There are no standard interfaces for inserts and insert holders. This is why vendors of broaching tools usually have a system with their own interfaces and the inserts are usually not interchangeable.
Keyways play a crucial role in mechanical systems, enabling power transmission between shafts and other machine elements. Cutting an internal keyway can be a challenging task, but with the right method and tools, it can be done with precision and efficiency.
Machine: One of the following: CNC Lathe, CNC Machining Center, Slotter Machine (Slotting Machine), Shaping Machine, Conventional Lathe, Milling Machine
Cutting keyways with inserted broaching tools is a modern broaching method, using a tool holder with replaceable cutting inserts. These keyway cutting tools can be used on CNC machines and a variety of other machines for slotting and shaping. This offers greater flexibility and reduced tooling costs compared to traditional broaching.
Finally, check out our half-hour seminar held at the Scandinavian Technical Fair in Stockholm 2010, which provides a basic education in thread milling. The presentation features English subtitles for your convenience.
This process is highly accurate and can be used to machine intricate keyway profiles in conductive materials. In addition, it is particularly effective in cutting precise keyways when working with hard materials.
Keyseating is a method that uses a reciprocating cutting tool, called a keyseater or keyway cutter, to cut the keyway. The cutting tool is mounted vertically in the machine and moves up and down while the workpiece remains stationary.
Broaching, keyway cutting with inserted broaching tools, keyseating, Wire-Cut EDM, shaping, milling, and keyway cutting with driven broaching heads each offer unique advantages and limitations.
We deliver our thread milling tools to end users all around the world. In some regions, we have strong partnerships with local dealers. If we don’t have a suitable dealer in your region, we are happy to sell directly to you.
Gisstec, with over 30 years of experience in clamping technology, manufactures angle heads, broaching tools, live broaching tools and turning tools with highest quality standards and distributes the products worldwide with excellent customer service, certified with DIN EN ISO 9001:2015 Quality Management System.
A Y-axis is not necessary for applications on lathes. However, if the lathe does not have a Y-axis, an eccentric bushing is necessary to correct the errors on the theoretical Y-axis of the turret. Over time, there is usually a play in the Y-axis on lathes and so that the grooves are exactly in the middle, this error must be corrected with an eccentric bushing. The C-axis is absolutely necessary for square, hexagonal and gear machining, as all edges or teeth are machined individually.
Driven broaching heads (live broaching units) are specialized tools that can be mounted on CNC lathes with C-axis or CNC milling machines. These driven tools convert the rotary motion from the turret/spindle to linear motion to drive an inserted broaching tool through the workpiece.
One of the most important technical points to consider when it comes to inserts is the material inserts are made of. Carbide is not suitable for broaching because its low breakage strength does not guarantee process reliability. You can make 100 keyways with a carbide insert, but the edges might break off after a few machining operations. In addition, the surface quality of your keyway might start deteriorating as early as after opening a dozen keyways.
Our SmiCut Online Store features a user-friendly menu to help you select the most suitable thread mill for your project. Simply navigate to the “THREAD MILLING application” menu and choose your desired thread to receive tool recommendations.



 0086-813-8127573
0086-813-8127573