
Threading Tech Provides Answers to the Right Questions - carbide insert material codes
![]()
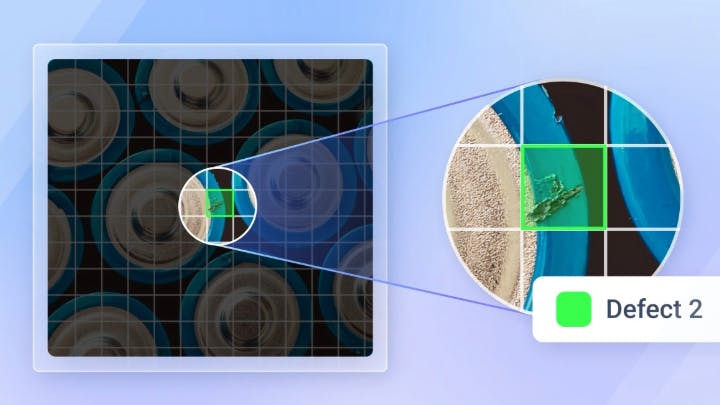
Algorithms recognize and classify each indexable insert as OK or NOK. Even tiny defects and irregularities, such as cracks or scratches, are classified as NOK.
Linda Wilson joined the team at Vision Systems Design in 2022. She has more than 25 years of experience in B2B publishing and has written for numerous publications, including Modern Healthcare, InformationWeek, Computerworld, Health Data Management, and many others. Before joining VSD, she was the senior editor at Medical Laboratory Observer, a sister publication to VSD.
Indexable inserts come in 16 basic shapes and countless varieties within each shape category due to deviations in size, thickness, cutting edge, surface finish (matte, shiny, reflective), color, and material composition (carbide, metal).
Since Xactools installed the system at the Scandinavian manufacturer, engineers have been working on version 2.0, which includes a more compact enclosure among other updates.
At this station, there are two positions, so two pallets can be positioned side-by-side with an area scan camera positioned above each pallet.
Carmex Precision Tools Ltd. has introduced new diamond turning inserts designed to enable customers to achieve higher productivity and greater efficiency in machining hard materials faster and more effectively than grinding or ceramics. The PCD inserts excel in the machining of nonferrous materials, including high-silicon aluminum, copper and brass alloys, magnesium, carbon fiber reinforced plastics, and composites.
While some traditional machine vision algorithms are used in the solution, most of the image analysis is enabled with convolutional neural networks, which Xactools developed using DENKnet, AI-based image evaluation software from IDS Imaging Development Systems GmbH (Obersulm, Germany).
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
CVD is designed for machining aluminum and magnesium alloys, high-silicon aluminum, precious metal alloys, plastics with abrasive fillers, tungsten carbide, and ceramic green compacts. An advanced chipbreaker reduces heat generation and energy consumption.
Here, an area scan camera takes an image of the entire tray, providing data so that an object detection algorithm can locate each indexable insert on the tray. Another algorithm analyzes the image data to provide grabbing points for the robot.
Inside the enclosure, there is a rotary table with three nests, or workstations, and two Spider RS4 550 mm Series four-axis, SCARA-type robots from Epson (Suwa, Japan). The solution also includes a total of eight cameras (both line scan and area scan models) with resolutions between 5 and 30 MPixels from several manufacturers. All lens for the area scan cameras have a fixed focal length.
Cutting tool material consisting of polycrystalline cubic boron nitride with a metallic or ceramic binder. PCBN is available either as a tip brazed to a carbide insert carrier or as a solid insert. Primarily used for cutting hardened ferrous alloys.
Other machine vision components include a 1 x 1 m LED lighting screen from Planistar Lighting Technology GmbH (Himmelstadt, Germany) and a multi-GPU computing stack and industrial monitor that sit directly outside the system.
Software from Xactools also communicates with the manufacturer’s enterprise resource system from SAP (Walldorf, Germany) to find out what type of insert will be in the next load to go into the inspection system.
In general, inspection at the company takes place three times during the production process: after sintering, after grinding, and at the end before they are packaged into pallets bound for a customer.
To facilitate palletizing, the robot, with an indexable insert in its gripper, moves over a camera located above a pallet—either a pin or nest variety. The camera snaps an image, which provides visual information about the contour of the insert and the position of the hole in the center of it. The robot then holds the insert over a camera located below it to get final positioning information.
Using the DENKnet, Xactools built a series of algorithms to complete the handling and inspecting processes.
The indexable inserts are arranged on crucibles, or round trays, when they enter the sintering oven. The trays, which can withstand the heat and pressure of the sintering oven, are about 400 mm in diameter and about 3.5 kg in weight when they are empty.
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
As a result of the large variety of inserts to inspect, designing the system was challenging in several ways.
Next, the first Epson robot picks up each insert separately and holds it over a second camera—also an area scan camera. Based on this image, algorithms determine the contour of the indexable insert and if there are defects on the bottom of the insert.
Jim White, national sales manager for Carmex USA, comments, “The many advantages of diamond tooling have resulted in its increasing popularity throughout industry. Our PCD, CVD-T and PCBN inserts deliver high material-removal rates, superior surface finish, and longer tool life in abrasive materials.”
The diamond PCBN inserts deliver high-precision performance and excellent surface finish in materials including hardened and heat-treated steels up to 72 HRC, HSS, high-alloyed steels hardened to 45 HRC and nickel-base superalloys, gray cast iron, ductile, and graphite. Available in both one and two cutting edge configurations, Carmex diamond inserts deliver both higher performance and longer tool life.
After the sintering process, the cutting edges of the inserts are refined by rounding them and then grinding, blasting, and coating them.
This helps the image-analysis algorithms determine where on the pallet the insert should go, so the second robot can place it precisely on pin or recessed space on the pallet.
In the next step, the robot places the insert on a magnetic nest located at the first station at the rotary table. The nest is a flat surface with a magnet underneath that holds the indexable inserts in place.
The total cycle time per indexable insert is four seconds and the system detects defects as small as one thousandth of a millimeter.
The team used about 15-20 images for each of seven basic geometries and then additional images showing different variations within each geometry family as well as different defects of the top, bottom, and cutting edge of the inserts.
The indexable inserts are screwed into a tool holder, and many of them have a fixing hole in the center to ensure a tight hold. When the cutting edge becomes dull, the insert can be flipped to expose a new edge, or it can be replaced with a fresh insert.
Indexable inserts, which come in many shapes, are manufactured using a sintering process in which powdered metals and other materials are pressed into a shape and then sintered, or bonded together, using heat and pressure.
The robot puts parts that do not pass inspection into a drawer so that human workers can retrieve them.
Indexable inserts are used in machining operations to remove material from a workpiece by cutting, drilling, or shaping. The inserts are made of hard materials such as metal or carbide, so they can withstand the machining process.
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
First, robots need different grippers, depending on the geometry of the indexable insert and the type of crucible. For example, some crucibles have long slots embedded in them to hold rectangular inserts while others have pins to hold round inserts.
Although there are more than 100 geometry families, the training went smoothly, Krebs says. Because the DENKnet software is already trained on underlying features of basic shapes, Krebs and his team trained the neural networks with a small number of images.
Once the robot deposits the insert on the magnetic nest, it moves out of the way, and a third area scan camera moves into position above the station and snaps an image of the insert. From this information, algorithms analyze the top of the insert for defects, its position from X and Y coordinates, and rotation information.
The Scandinavian manufacturer has nearly one hundred geometry families, or subcategories, within those basic shapes, or about 2,800 different types of indexable inserts.
To inspect the indexable inserts, Xactools developed an automated process that occurs right after sintering. "The earlier defects are detected in the process, the better and cheaper it is to rectify them," says Marvin Krebs, managing director at Xactools.
Xactools’ team programmed a “look up” table into the software to describe what gripper to use for each geometry.
The automation and machine vision integrator, which develops measuring and testing solutions, designed and installed the custom solution in 2022 for a prominent manufacturer of indexable inserts based in Scandinavia.
Using these images, algorithms also detect all pins or recessed spaces in a pallet to determine if any of them are damaged. If they are, they will be skipped in the palletization process.
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
The solution from Xactools is a multi-station system housed inside a glass enclosure that is 3 x 3 m in size.
Materials composed of different elements, with one element normally embedded in another, held together by a compatible binder.
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
After the crucibles come out of the sintering oven, employees load them onto a lift and a motorized mechanical handling system stacks the crucibles inside Xactools’ machine vision system. The mechanical system then takes a crucible out of the stack and brings it to the robot unloading area.
However, parts that are OK need to be placed on a pin pallet or a nest pallet, so they can exit the inspection system and continue to the next step in the manufacturing process.
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
Once positioned at the second station, two line-scan cameras, one positioned on the top and a second on the side, scan the cutting edge of the insert as it is rotated. Each camera also moves as needed to make sure that the cutting edge of the indexable insert is always within the focal plane of the camera.
Before the adoption of the automated solution, the manufacturer relied on a manual spot-checking process of a statistical sample of parts per production order.
To solve this problem, Xactools built two gripper stations (one for each type of gripper) and created an automated process, allowing robots to change grippers as necessary.
Groove or other tool geometry that breaks chips into small fragments as they come off the workpiece. Designed to prevent chips from becoming so long that they are difficult to control, catch in turning parts and cause safety problems.
Xactools (Bönnigheim, Germany) designed an automated system—using machine vision and robotics—to handle and inspect indexable inserts, also known as changeable cutting edges.
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
However, the neural networks were eventually able to recognize and categorize indexable inserts and any damage without new training images. "The system has been running for six months and the self-learning, global AI now recognizes parts that it has never seen before,” Krebs says.



 18581906093
18581906093